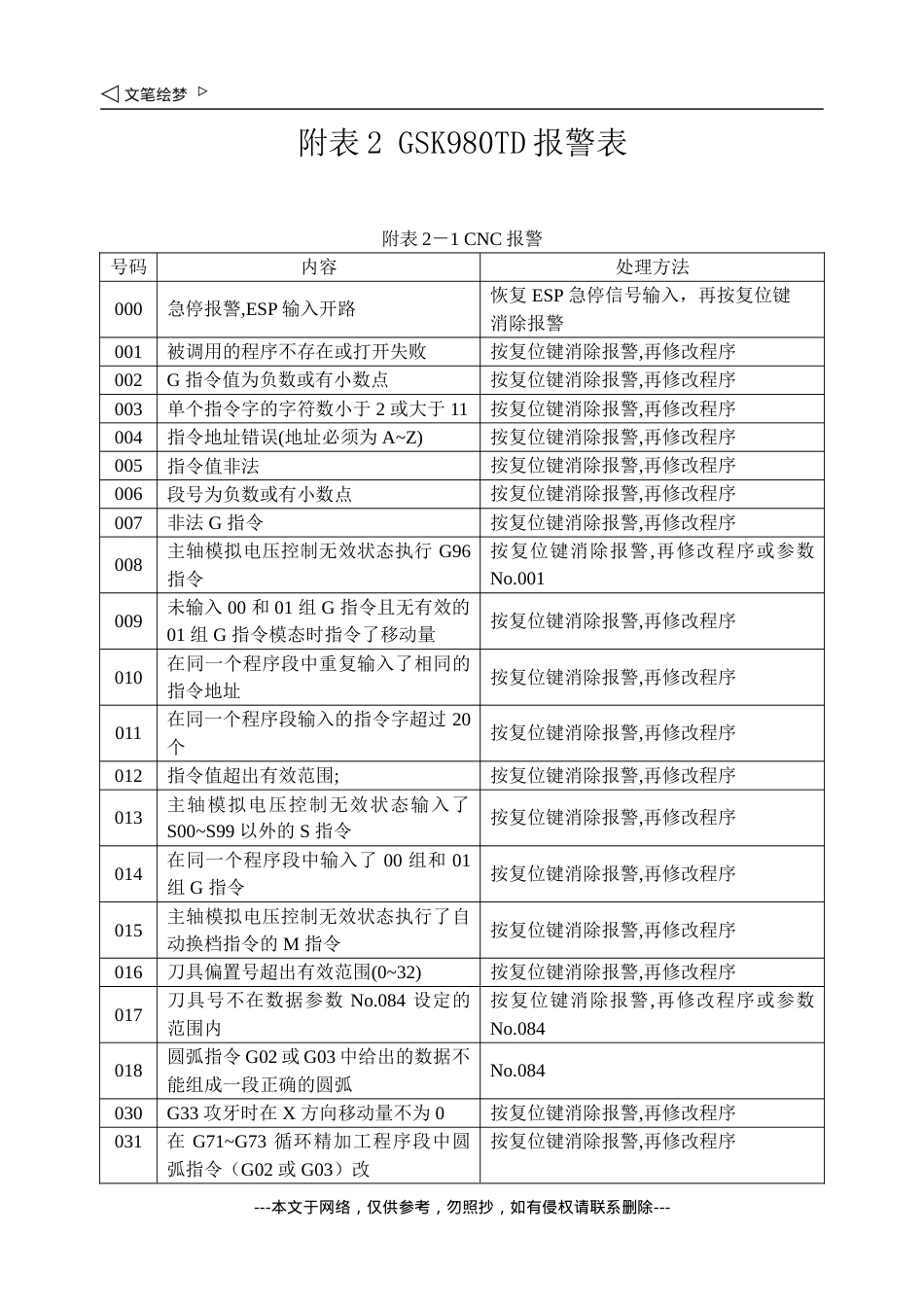
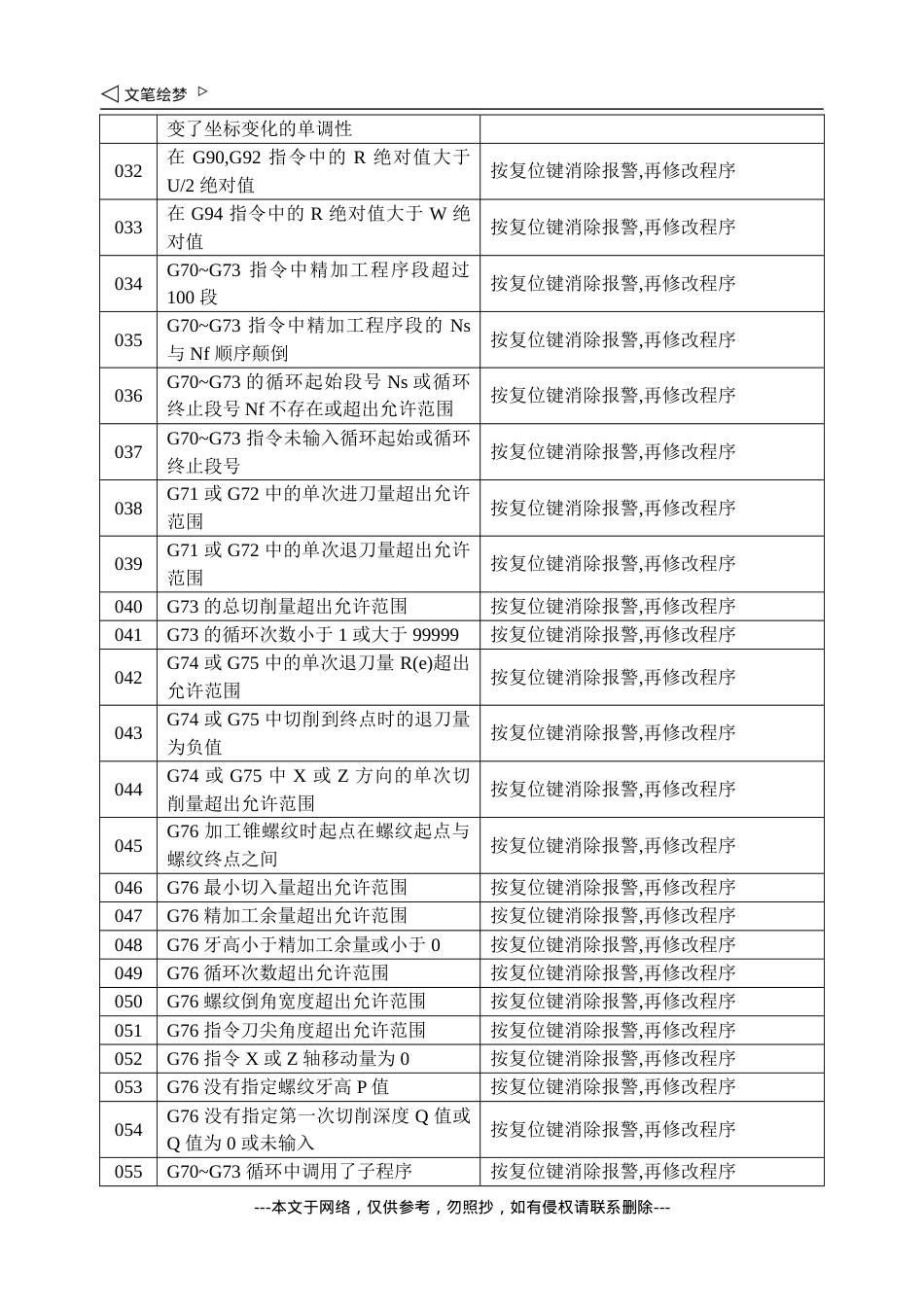
附表2GSK980TD报警表附表2-1CNC报警号码内容处理方法000急停报警,ESP输入开路恢复ESP急停信号输入,再按复位键消除报警001被调用的程序不存在或打开失败按复位键消除报警,再修改程序002G指令值为负数或有小数点按复位键消除报警,再修改程序003单个指令字的字符数小于2或大于11按复位键消除报警,再修改程序004指令地址错误(地址必须为A~Z)按复位键消除报警,再修改程序005指令值非法按复位键消除报警,再修改程序006段号为负数或有小数点按复位键消除报警,再修改程序007非法G指令按复位键消除报警,再修改程序008主轴模拟电压控制无效状态执行G96指令按复位键消除报警,再修改程序或参数No.001009未输入00和01组G指令且无有效的01组G指令模态时指令了移动量按复位键消除报警,再修改程序010在同一个程序段中重复输入了相同的指令地址按复位键消除报警,再修改程序011在同一个程序段输入的指令字超过20个按复位键消除报警,再修改程序012指令值超出有效范围;按复位键消除报警,再修改程序013主轴模拟电压控制无效状态输入了S00~S99以外的S指令按复位键消除报警,再修改程序014在同一个程序段中输入了00组和01组G指令按复位键消除报警,再修改程序015主轴模拟电压控制无效状态执行了自动换档指令的M指令按复位键消除报警,再修改程序016刀具偏置号超出有效范围(0~32)按复位键消除报警,再修改程序017刀具号不在数据参数No.084设定的范围内按复位键消除报警,再修改程序或参数No.084018圆弧指令G02或G03中给出的数据不能组成一段正确的圆弧No.084030G33攻牙时在X方向移动量不为0按复位键消除报警,再修改程序031在G71~G73循环精加工程序段中圆弧指令(G02或G03)改按复位键消除报警,再修改程序---本文于网络,仅供参考,勿照抄,如有侵权请联系删除---变了坐标变化的单调性032在G90,G92指令中的R绝对值大于U/2绝对值按复位键消除报警,再修改程序033在G94指令中的R绝对值大于W绝对值按复位键消除报警,再修改程序034G70~G73指令中精加工程序段超过100段按复位键消除报警,再修改程序035G70~G73指令中精加工程序段的Ns与Nf顺序颠倒按复位键消除报警,再修改程序036G70~G73的循环起始段号Ns或循环终止段号Nf不存在或超出允许范围按复位键消除报警,再修改程序037G70~G73指令未输入循环起始或循环终止段号按复位键消除报警,再修改程序038G71或G72中的单次进刀量超出允许范围按复位键消除报警,再修改程序039G71或G72中的单次退刀量超出允许范围按复位键消除报警,再修改程序040G73的总切削量超出允许范围按复位键消除报警,再修改程序041G73的循环次数小于1或大于99999按复位键消除报警,再修改程序042G74或G75中的单次退刀量R(e)超出允许范围按复位键消除报警,再修改程序043G74或G75中切削到终点时的退刀量为负值按复位键消除报警,再修改程序044G74或G75中X或Z方向的单次切削量超出允许范围按复位键消除报警,再修改程序045G76加工锥螺纹时起点在螺纹起点与螺纹终点之间按复位键消除报警,再修改程序046G76最小切入量超出允许范围按复位键消除报警,再修改程序047G76精加工余量超出允许范围按复位键消除报警,再修改程序048G76牙高小于精加工余量或小于0按复位键消除报警,再修改程序049G76循环次数超出允许范围按复位键消除报警,再修改程序050G76螺纹倒角宽度超出允许范围按复位键消除报警,再修改程序051G76指令刀尖角度超出允许范围按复位键消除报警,再修改程序052G76指令X或Z轴移动量为0按复位键消除报警,再修改程序053G76没有指定螺纹牙高P值按复位键消除报警,再修改程序054G76没有指定第一次切削深度Q值或Q值为0或未输入按复位键消除报警,再修改程序055G70~G73循环中调用了子程序按复位键消除报警,再修改程序---本文于网络,仅供参考,勿照抄,如有侵权请联系删除---056G70~G73循环的起始段Ns没有指令G00或G01按复位键消除报警,再修改程序057G71指令的第一段未输入X或X轴的移动量为0按复位键消除报警,再修改程序058G72指令的第一段未输入Z或Z轴的移动量为0按复位键消除报警,再修改程序059G74指令中未输入Z的值按复位键消除报警,再修改程序060G74指令中Q的值为0或未输入按复...