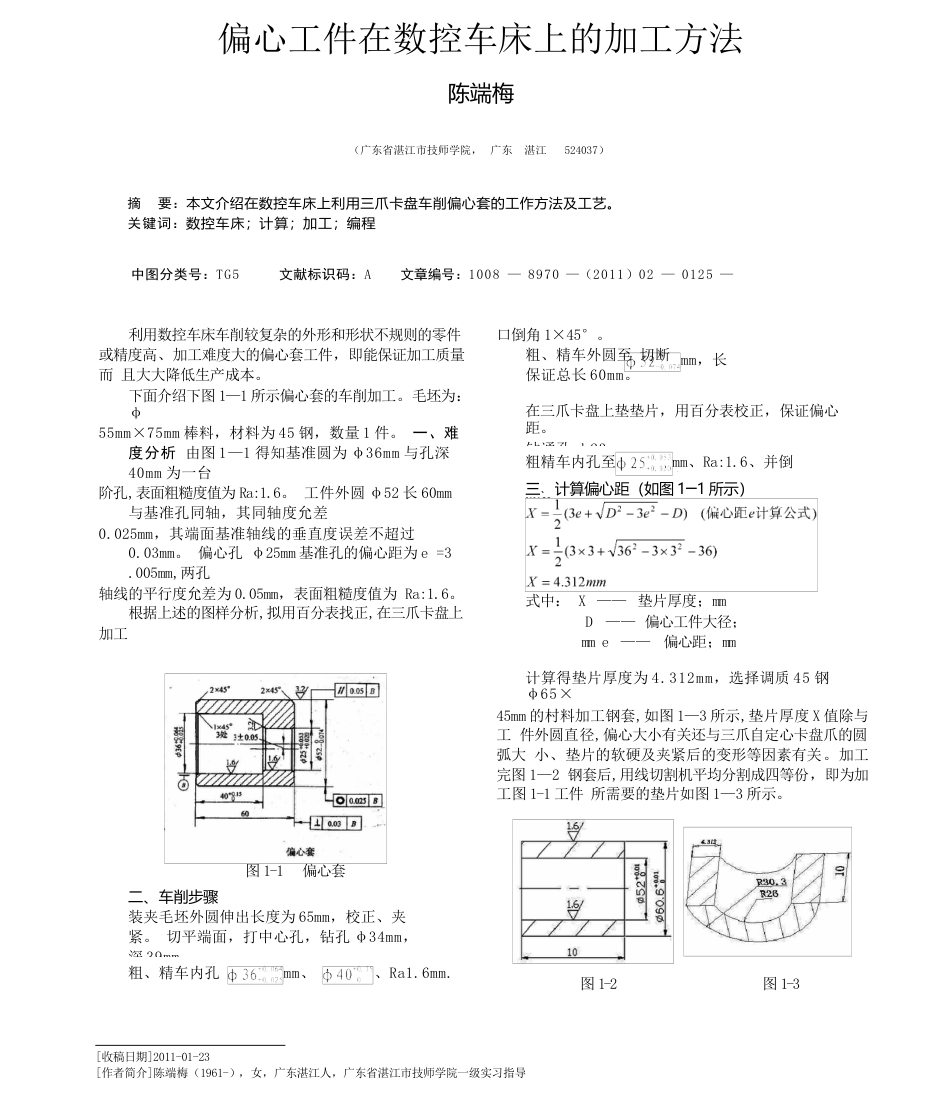
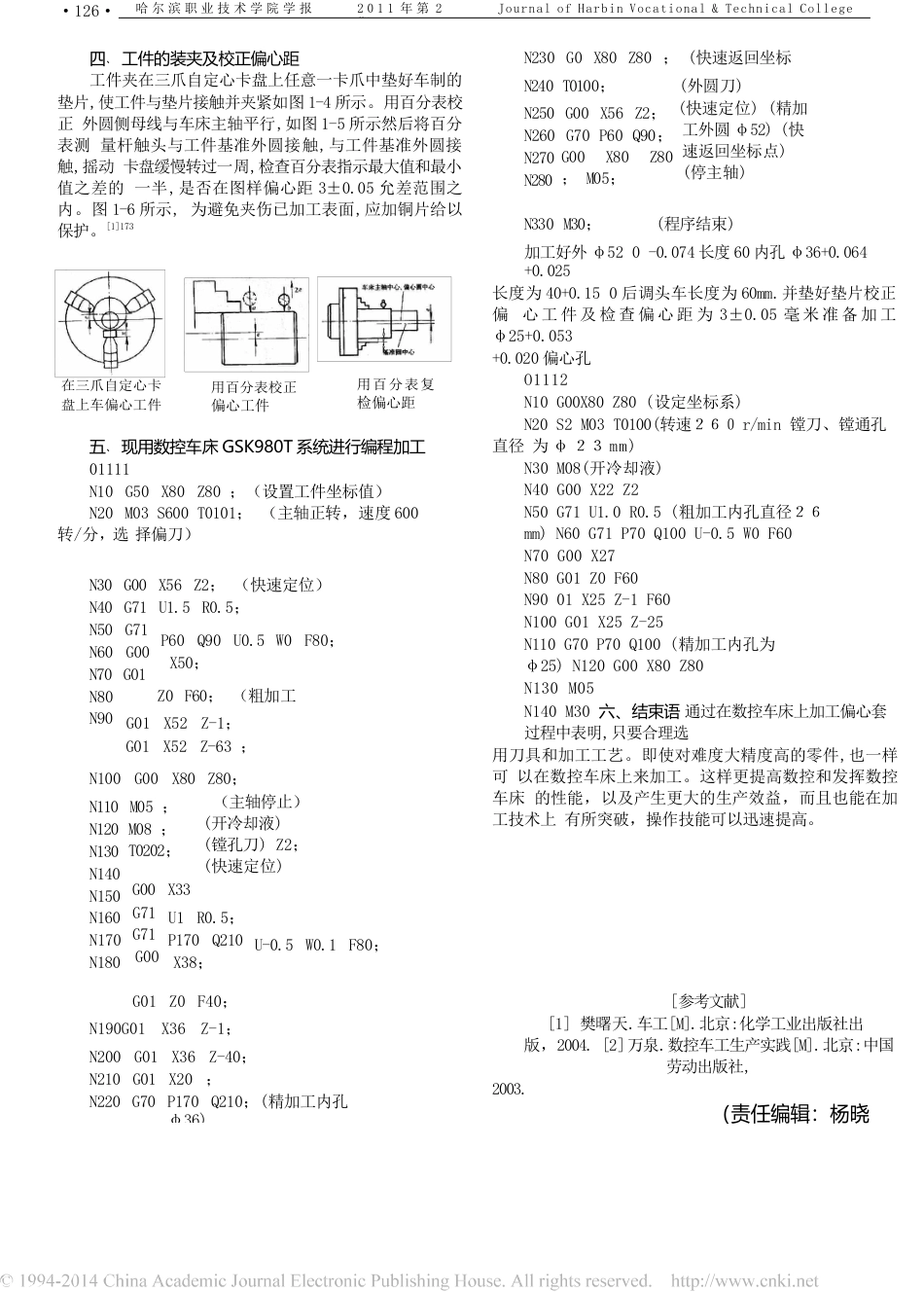
偏心工件在数控车床上的加工方法陈端梅(广东省湛江市技师学院,广东湛江524037)摘要:本文介绍在数控车床上利用三爪卡盘车削偏心套的工作方法及工艺。关键词:数控车床;计算;加工;编程中图分类号:TG5文献标识码:A文章编号:1008—8970—(2011)02—0125—02利用数控车床车削较复杂的外形和形状不规则的零件或精度高、加工难度大的偏心套工件,即能保证加工质量而且大大降低生产成本。下面介绍下图1—1所示偏心套的车削加工。毛坯为:φ55mm×75mm棒料,材料为45钢,数量1件。一、难度分析由图1—1得知基准圆为φ36mm与孔深40mm为一台阶孔,表面粗糙度值为Ra:1.6。工件外圆φ52长60mm与基准孔同轴,其同轴度允差0.025mm,其端面基准轴线的垂直度误差不超过0.03mm。偏心孔φ25mm基准孔的偏心距为e=3.005mm,两孔轴线的平行度允差为0.05mm,表面粗糙度值为Ra:1.6。根据上述的图样分析,拟用百分表找正,在三爪卡盘上加工口倒角1×45°。粗、精车外圆至切断保证总长60mm。mm,长61mm,Ra:3.2。在三爪卡盘上垫垫片,用百分表校正,保证偏心距。钻通孔φ23mm。粗精车内孔至mm、Ra:1.6、并倒角。三﹑计算偏心距(如图1─1所示)[1]168式中:X——垫片厚度;mmD——偏心工件大径;mme——偏心距;mm计算得垫片厚度为4.312mm,选择调质45钢φ65×45mm的村料加工钢套,如图1—3所示,垫片厚度X值除与工件外圆直径,偏心大小有关还与三爪自定心卡盘爪的圆弧大小、垫片的软硬及夹紧后的变形等因素有关。加工完图1—2钢套后,用线切割机平均分割成四等份,即为加工图1-1工件所需要的垫片如图1—3所示。图1-1偏心套二、车削步骤装夹毛坯外圆伸出长度为65mm,校正、夹紧。切平端面,打中心孔,钻孔φ34mm,深39mm。粗、精车内孔至mm、深、Ra1.6mm.孔图1-2图1-3[收稿日期]2011-01-23[作者简介]陈端梅(1961-),女,广东湛江人,广东省湛江市技师学院一级实习指导教师。哈尔滨职业技术学院学报2011年第2期JournalofHarbinVocational&TechnicalCollege·126·N230G0X80Z80;(快速返回坐标点)四﹑工件的装夹及校正偏心距工件夹在三爪自定心卡盘上任意一卡爪中垫好车制的垫片,使工件与垫片接触并夹紧如图1-4所示。用百分表校正外圆侧母线与车床主轴平行,如图1-5所示然后将百分表测量杆触头与工件基准外圆接触,与工件基准外圆接触,摇动卡盘缓慢转过一周,检查百分表指示最大值和最小值之差的一半,是否在图样偏心距3±0.05允差范围之内。图1-6所示,为避免夹伤已加工表面,应加铜片给以保护。[1]173N240T0100;(外圆刀)(快速定位)(精加工外圆φ52)(快速返回坐标点)(停主轴)N250N260N270N280G00X56Z2;G70P60Q90;G00X80Z80;M05;N330M30;(程序结束)加工好外φ520-0.074长度60内孔φ36+0.064+0.025长度为40+0.150后调头车长度为60mm.并垫好垫片校正偏心工件及检查偏心距为3±0.05毫米准备加工φ25+0.053+0.020偏心孔O1112N10G00X80Z80(设定坐标系)N20S2M03T0100(转速260r/min镗刀、镗通孔直径为φ23mm)N30M08(开冷却液)N40G00X22Z2N50G71U1.0R0.5(粗加工内孔直径26mm)N60G71P70Q100U-0.5W0F60N70G00X27N80G01Z0F60N9001X25Z-1F60N100G01X25Z-25N110G70P70Q100(精加工内孔为φ25)N120G00X80Z80N130M05N140M30六、结束语通过在数控车床上加工偏心套过程中表明,只要合理选用刀具和加工工艺。即使对难度大精度高的零件,也一样可以在数控车床上来加工。这样更提高数控和发挥数控车床的性能,以及产生更大的生产效益,而且也能在加工技术上有所突破,操作技能可以迅速提高。在三爪自定心卡盘上车偏心工件用百分表复检偏心距用百分表校正偏心工件五﹑现用数控车床GSK980T系统进行编程加工01111N10G50X80Z80;(设置工件坐标值)N20M03S600T0101;(主轴正转,速度600转/分,选择偏刀)N30N40N50N60N70N80N90G00G71G71G00G01X56Z2;(快速定位)U1.5R0.5;P60Q90U0.5X50;W0F80;Z0F60;(粗加工φ52)G01X52Z-1;G01X52Z-63;N100G00X80Z80;(主轴停止)(开冷却液)(镗孔刀)Z2;(快速定位)N110N120N130N140N150N160N170N180M05;M08;T0202;G00G71G71G00X33U1R0.5;P170Q210X38;U-0.5W0.1F80;G01Z0F40;[参考文献][1]樊曙天.车工[M].北京:化学工业出版社出版,2004.[2]万泉.数控车工生产实践[M].北京:中国劳动出版社,2003.(责任编辑:杨晓N190G01X36Z-1;N200N210N220G01G01G70X36Z-40;X20;P170Q210;(精加工内孔φ36)