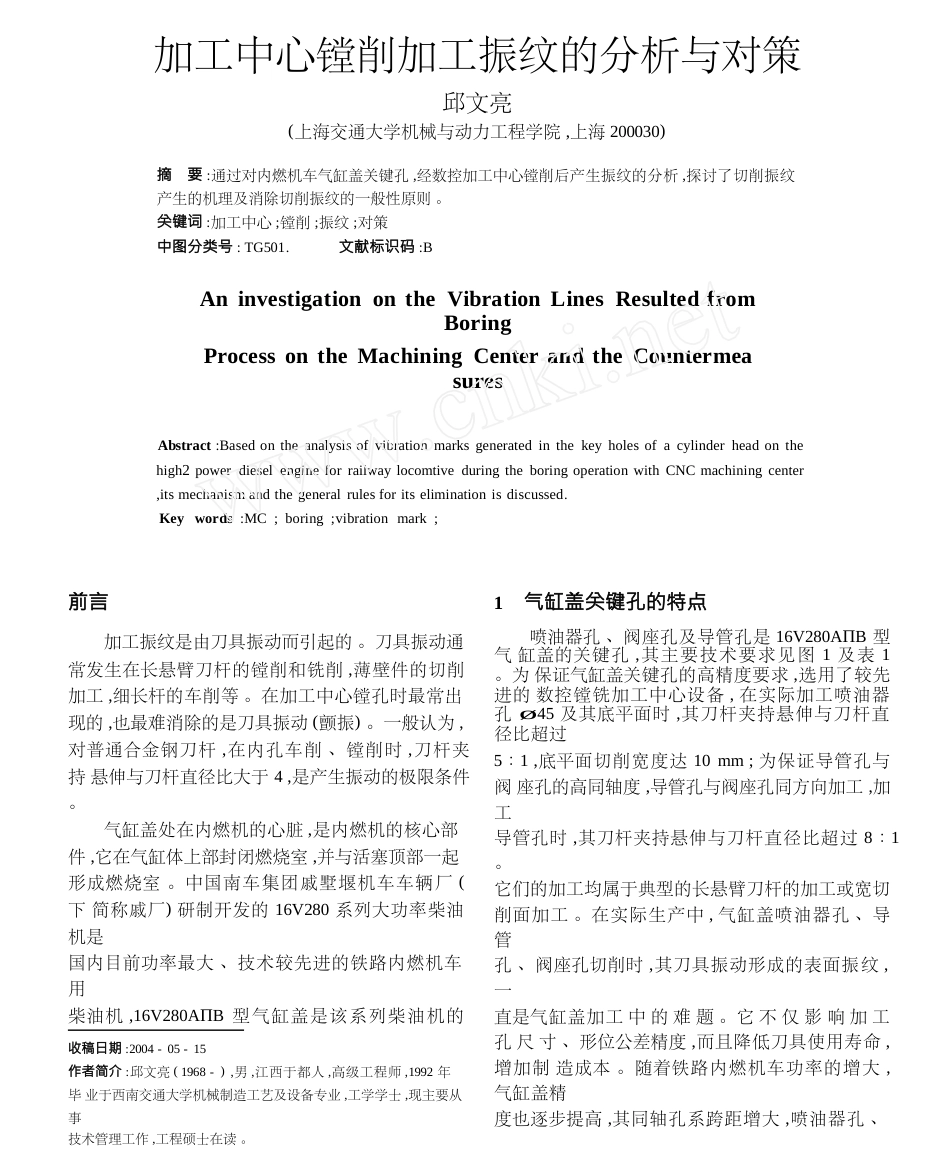
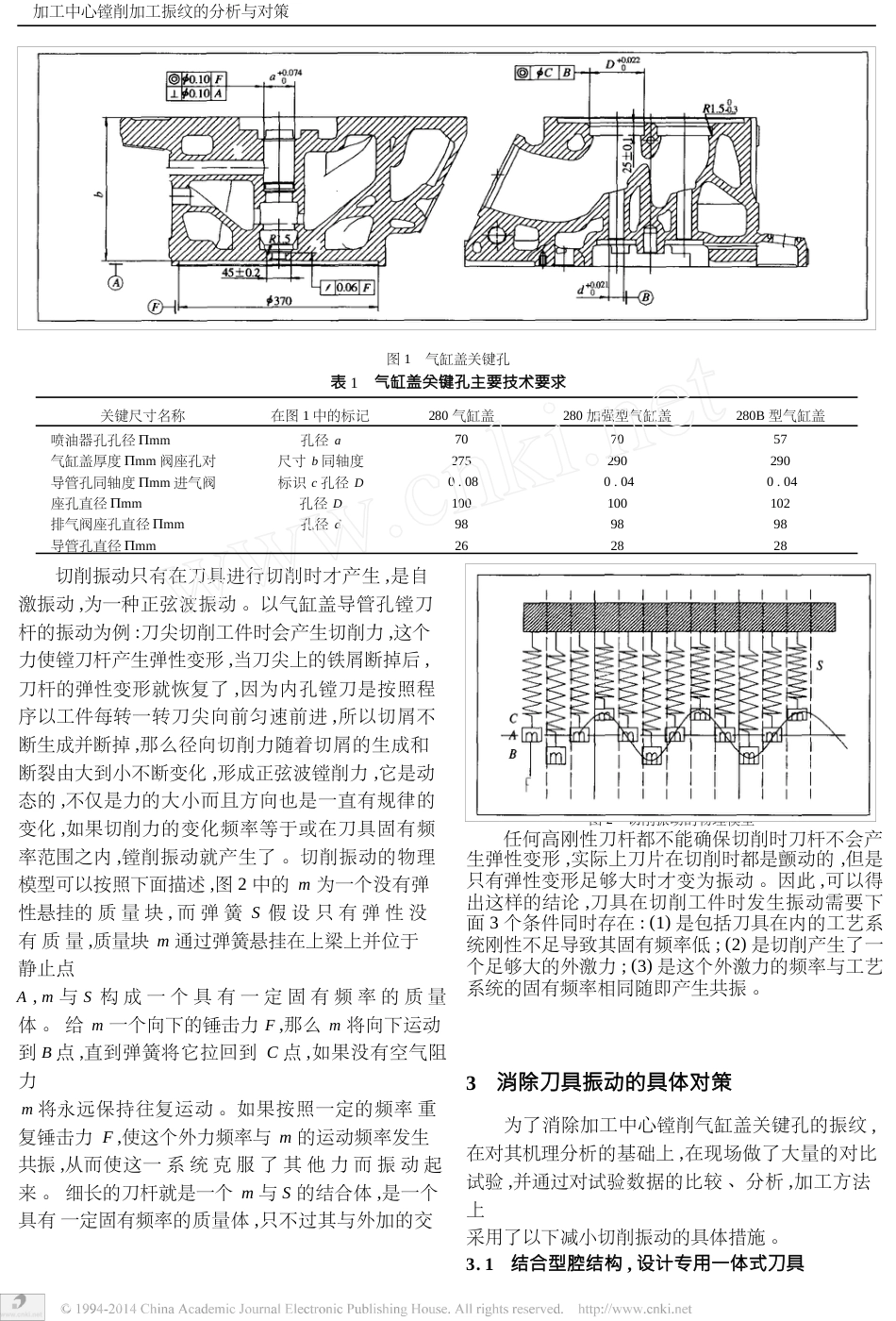
加工中心镗削加工振纹的分析与对策邱文亮(上海交通大学机械与动力工程学院,上海200030)摘要:通过对内燃机车气缸盖关键孔,经数控加工中心镗削后产生振纹的分析,探讨了切削振纹产生的机理及消除切削振纹的一般性原则。关键词:加工中心;镗削;振纹;对策中图分类号:TG501.1文献标识码:BAninvestigationontheVibrationLinesResultedfromBoringProcessontheMachiningCenterandtheCountermeasuresQIUWen-liangAbstract:Basedontheanalysisofvibrationmarksgeneratedinthekeyholesofacylinderheadonthehigh2powerdieselengineforrailwaylocomtiveduringtheboringoperationwithCNCmachiningcenter,itsmechanismandthegeneralrulesforitseliminationisdiscussed.Keywords:MC;boring;vibrationmark;strategy前言1气缸盖关键孔的特点喷油器孔、阀座孔及导管孔是16V280AΠB型气缸盖的关键孔,其主要技术要求见图1及表1。为保证气缸盖关键孔的高精度要求,选用了较先进的数控镗铣加工中心设备,在实际加工喷油器孔ø45及其底平面时,其刀杆夹持悬伸与刀杆直径比超过5∶1,底平面切削宽度达10mm;为保证导管孔与阀座孔的高同轴度,导管孔与阀座孔同方向加工,加工导管孔时,其刀杆夹持悬伸与刀杆直径比超过8∶1。它们的加工均属于典型的长悬臂刀杆的加工或宽切削面加工。在实际生产中,气缸盖喷油器孔、导管孔、阀座孔切削时,其刀具振动形成的表面振纹,一直是气缸盖加工中的难题。它不仅影响加工孔尺寸、形位公差精度,而且降低刀具使用寿命,增加制造成本。随着铁路内燃机车功率的增大,气缸盖精度也逐步提高,其同轴孔系跨距增大,喷油器孔、加工振纹是由刀具振动而引起的。刀具振动通常发生在长悬臂刀杆的镗削和铣削,薄壁件的切削加工,细长杆的车削等。在加工中心镗孔时最常出现的,也最难消除的是刀具振动(颤振)。一般认为,对普通合金钢刀杆,在内孔车削、镗削时,刀杆夹持悬伸与刀杆直径比大于4,是产生振动的极限条件。气缸盖处在内燃机的心脏,是内燃机的核心部件,它在气缸体上部封闭燃烧室,并与活塞顶部一起形成燃烧室。中国南车集团戚墅堰机车车辆厂(下简称戚厂)研制开发的16V280系列大功率柴油机是国内目前功率最大、技术较先进的铁路内燃机车用柴油机,16V280AΠB型气缸盖是该系列柴油机的关键部件。本文分析该气缸盖关键孔的数控镗削收稿日期:2004-05-15作者简介:邱文亮(1968-),男,江西于都人,高级工程师,1992年毕业于西南交通大学机械制造工艺及设备专业,工学学士,现主要从事技术管理工作,工程硕士在读。加工中心镗削加工振纹的分析与对策图1气缸盖关键孔表1气缸盖关键孔主要技术要求关键尺寸名称在图1中的标记280气缸盖280加强型气缸盖280B型气缸盖喷油器孔孔径Πmm气缸盖厚度Πmm阀座孔对导管孔同轴度Πmm进气阀座孔直径Πmm排气阀座孔直径Πmm导管孔直径Πmm孔径a尺寸b同轴度标识c孔径D孔径D孔径d702750.081009826702900.041009828572900.041029828切削振动只有在刀具进行切削时才产生,是自激振动,为一种正弦波振动。以气缸盖导管孔镗刀杆的振动为例:刀尖切削工件时会产生切削力,这个力使镗刀杆产生弹性变形,当刀尖上的铁屑断掉后,刀杆的弹性变形就恢复了,因为内孔镗刀是按照程序以工件每转一转刀尖向前匀速前进,所以切屑不断生成并断掉,那么径向切削力随着切屑的生成和断裂由大到小不断变化,形成正弦波镗削力,它是动态的,不仅是力的大小而且方向也是一直有规律的变化,如果切削力的变化频率等于或在刀具固有频率范围之内,镗削振动就产生了。切削振动的物理模型可以按照下面描述,图2中的m为一个没有弹性悬挂的质量块,而弹簧S假设只有弹性没有质量,质量块m通过弹簧悬挂在上梁上并位于静止点A,m与S构成一个具有一定固有频率的质量体。给m一个向下的锤击力F,那么m将向下运动到B点,直到弹簧将它拉回到C点,如果没有空气阻力m将永远保持往复运动。如果按照一定的频率重复锤击力F,使这个外力频率与m的运动频率发生共振,从而使这一系统克服了其他力而振动起来。细长的刀杆就是一个m与S的结合体,是一个具有一定固有频率的质量体,只不过其与外加的交变力图2切削振动的物理模型任何高刚性刀杆都不能确保切削时刀杆不...