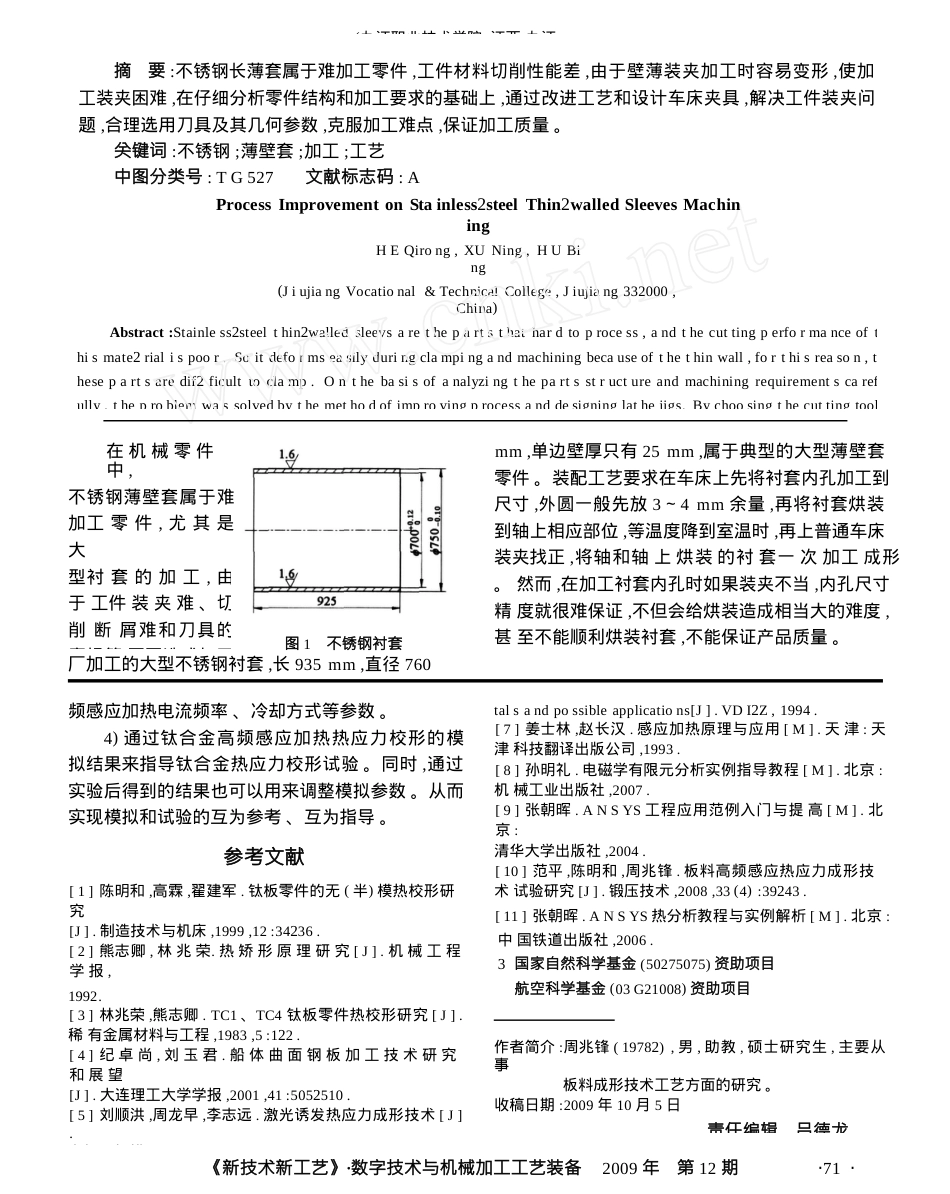
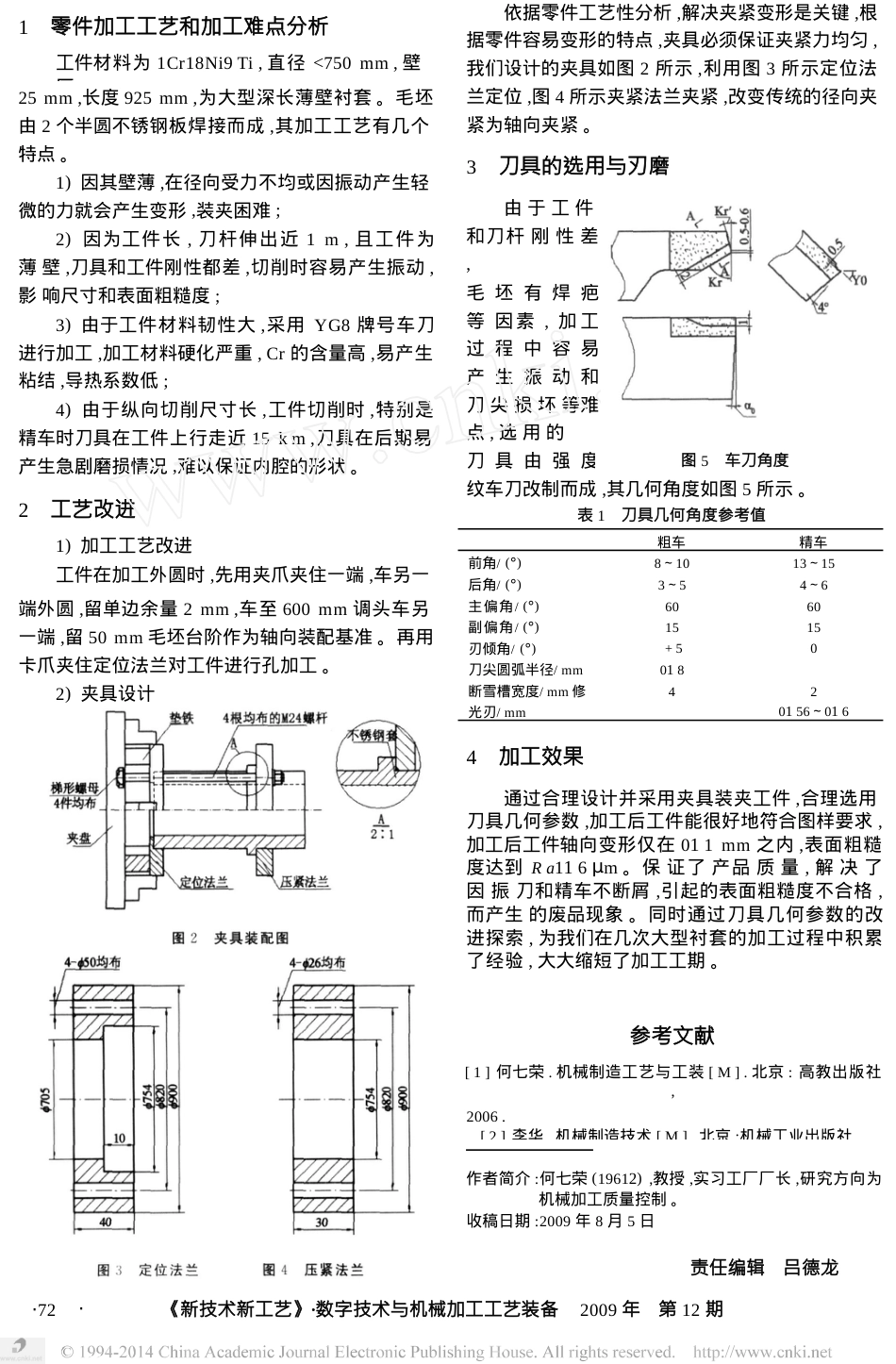
(九江职业技术学院,江西九江摘要:不锈钢长薄套属于难加工零件,工件材料切削性能差,由于壁薄装夹加工时容易变形,使加工装夹困难,在仔细分析零件结构和加工要求的基础上,通过改进工艺和设计车床夹具,解决工件装夹问题,合理选用刀具及其几何参数,克服加工难点,保证加工质量。关键词:不锈钢;薄壁套;加工;工艺中图分类号:TG527文献标志码:AProcessImprovementonStainless2steelThin2walledSleevesMachiningHEQirong,XUNing,HUBing(JiujiangVocational&TechnicalCollege,Jiujiang332000,China)Abstract:Stainless2steelthin2walledsleevsarethepartsthathardtoprocess,andthecuttingperformanceofthismate2rialispoor.Soitdeformseasilyduringclampingandmachiningbecauseofthethinwall,forthisreason,thesepartsaredif2ficulttoclamp.Onthebasisofanalyzingthepartsstructureandmachiningrequirementscarefully,theproblemwassolvedbythemethodofimprovingprocessanddesigninglathejigs.Bychoosingthecuttingtool在机械零件中,不锈钢薄壁套属于难加工零件,尤其是大型衬套的加工,由于工件装夹难、切削断屑难和刀具的磨损等原因造成加工mm,单边壁厚只有25mm,属于典型的大型薄壁套零件。装配工艺要求在车床上先将衬套内孔加工到尺寸,外圆一般先放3~4mm余量,再将衬套烘装到轴上相应部位,等温度降到室温时,再上普通车床装夹找正,将轴和轴上烘装的衬套一次加工成形。然而,在加工衬套内孔时如果装夹不当,内孔尺寸精度就很难保证,不但会给烘装造成相当大的难度,甚至不能顺利烘装衬套,不能保证产品质量。图1不锈钢衬套厂加工的大型不锈钢衬套,长935mm,直径760talsandpossibleapplications[J].VDI2Z,1994.[7]姜士林,赵长汉.感应加热原理与应用[M].天津:天津科技翻译出版公司,1993.[8]孙明礼.电磁学有限元分析实例指导教程[M].北京:机械工业出版社,2007.[9]张朝晖.ANSYS工程应用范例入门与提高[M].北京:清华大学出版社,2004.[10]范平,陈明和,周兆锋.板料高频感应热应力成形技术试验研究[J].锻压技术,2008,33(4):39243.[11]张朝晖.ANSYS热分析教程与实例解析[M].北京:中国铁道出版社,2006.3国家自然科学基金(50275075)资助项目航空科学基金(03G21008)资助项目频感应加热电流频率、冷却方式等参数。4)通过钛合金高频感应加热热应力校形的模拟结果来指导钛合金热应力校形试验。同时,通过实验后得到的结果也可以用来调整模拟参数。从而实现模拟和试验的互为参考、互为指导。参考文献[1]陈明和,高霖,翟建军.钛板零件的无(半)模热校形研究[J].制造技术与机床,1999,12:34236.[2]熊志卿,林兆荣.热矫形原理研究[J].机械工程学报,1992.[3]林兆荣,熊志卿.TC1、TC4钛板零件热校形研究[J].稀有金属材料与工程,1983,5:122.[4]纪卓尚,刘玉君.船体曲面钢板加工技术研究和展望[J].大连理工大学学报,2001,41:5052510.[5]刘顺洪,周龙早,李志远.激光诱发热应力成形技术[J].电加工与模具,2000,4:37241.作者简介:周兆锋(19782),男,助教,硕士研究生,主要从事板料成形技术工艺方面的研究。收稿日期:2009年10月5日责任编辑吕德龙《新技术新工艺》·数字技术与机械加工工艺装备2009年第12期·71·依据零件工艺性分析,解决夹紧变形是关键,根据零件容易变形的特点,夹具必须保证夹紧力均匀,我们设计的夹具如图2所示,利用图3所示定位法兰定位,图4所示夹紧法兰夹紧,改变传统的径向夹紧为轴向夹紧。1零件加工工艺和加工难点分析工件材料为1Cr18Ni9Ti,直径<750mm,壁厚25mm,长度925mm,为大型深长薄壁衬套。毛坯由2个半圆不锈钢板焊接而成,其加工工艺有几个特点。1)因其壁薄,在径向受力不均或因振动产生轻微的力就会产生变形,装夹困难;2)因为工件长,刀杆伸出近1m,且工件为薄壁,刀具和工件刚性都差,切削时容易产生振动,影响尺寸和表面粗糙度;3)由于工件材料韧性大,采用YG8牌号车刀进行加工,加工材料硬化严重,Cr的含量高,易产生粘结,导热系数低;4)由于纵向切削尺寸长,工件切削时,特别是精车时刀具在工件上行走近15km,刀具在后期易产生急剧磨损情况,难以保证内腔的形状。刀具的选用与刃磨3由于工件和刀杆刚性差,毛坯有焊疤等因素,加工过程...