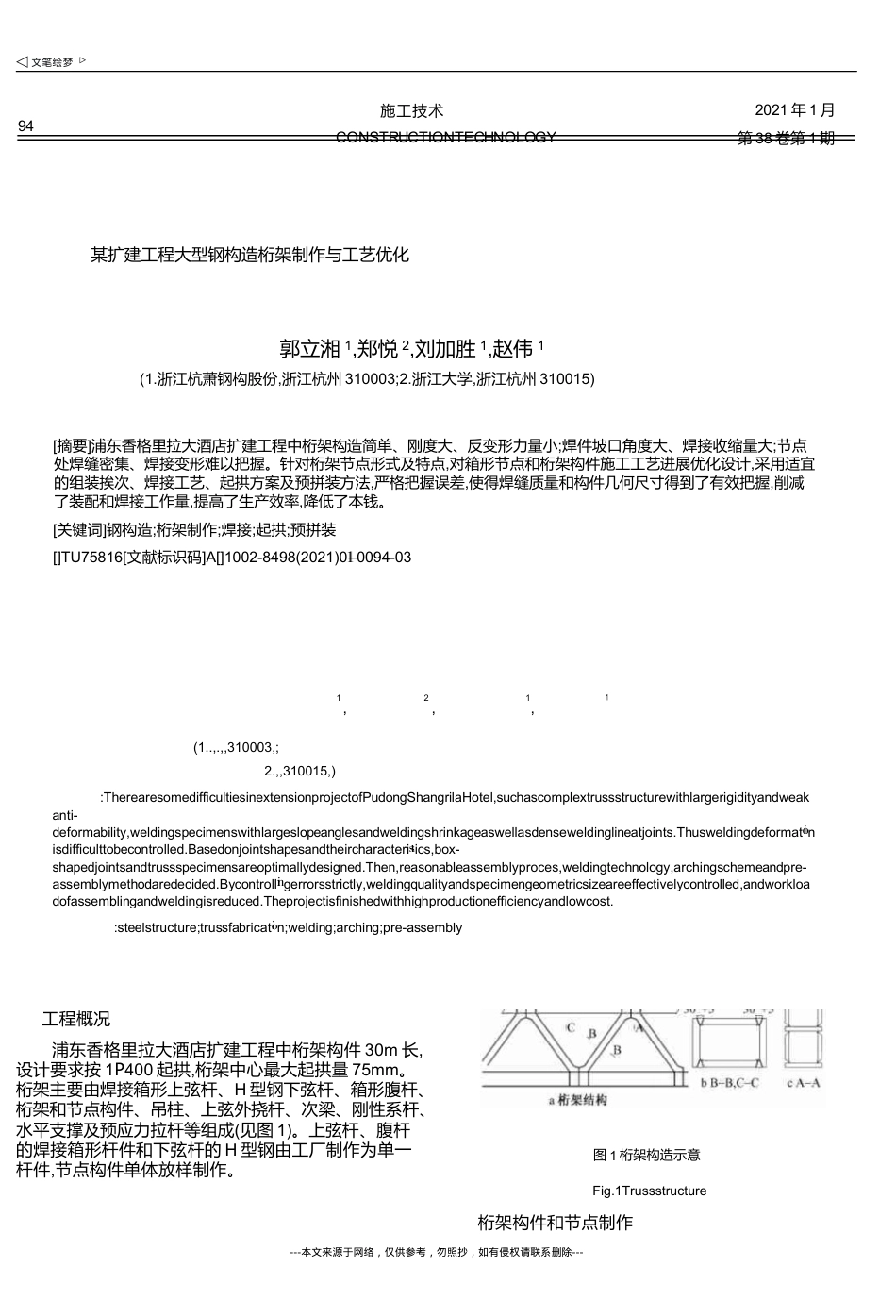
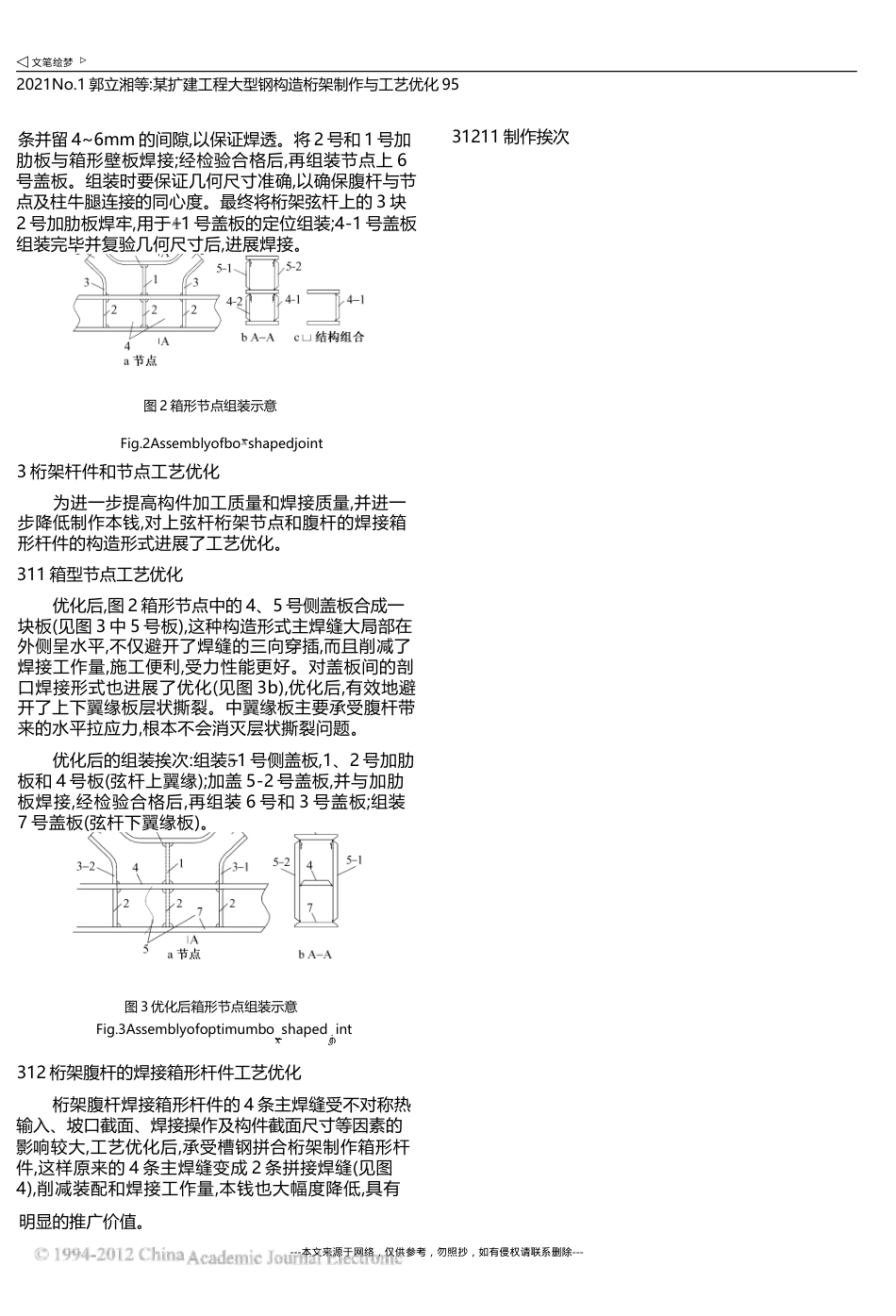
94施工技术CONSTRUCTIONTECHNOLOGY2021年1月第38卷第1期某扩建工程大型钢构造桁架制作与工艺优化郭立湘1,郑悦2,刘加胜1,赵伟1(1.浙江杭萧钢构股份,浙江杭州310003;2.浙江大学,浙江杭州310015)[摘要]浦东香格里拉大酒店扩建工程中桁架构造简单、刚度大、反变形力量小;焊件坡口角度大、焊接收缩量大;节点处焊缝密集、焊接变形难以把握。针对桁架节点形式及特点,对箱形节点和桁架构件施工工艺进展优化设计,采用适宜的组装挨次、焊接工艺、起拱方案及预拼装方法,严格把握误差,使得焊缝质量和构件几何尺寸得到了有效把握,削减了装配和焊接工作量,提高了生产效率,降低了本钱。[关键词]钢构造;桁架制作;焊接;起拱;预拼装[]TU75816[文献标识码]A[]1002-8498(2021)00094-031211,,,(1..,.,,310003,;2.,,310015,):TherearesomedifficultiesinextensionprojectofPudongShangrilaHotel,suchascomplextrussstructurewithlargerigidityandweakanti-deformability,weldingspecimenswithlargeslopeanglesandweldingshrinkageaswellasdenseweldinglineatjoints.Thusweldingdeformatnisdifficulttobecontrolled.Basedonjointshapesandtheircharacteriics,box-shapedjointsandtrussspecimensareoptimallydesigned.Then,reasonableassemblyproces,weldingtechnology,archingschemeandpre-assemblymethodaredecided.Bycontrollgerrorsstrictly,weldingqualityandspecimengeometricsizeareeffectivelycontrolled,andworkloadofassemblingandweldingisreduced.Theprojectisfinishedwithhighproductionefficiencyandlowcost.:steelstructure;trussfabricatn;welding;arching;pre-assembly工程概况浦东香格里拉大酒店扩建工程中桁架构件30m长,设计要求按1P400起拱,桁架中心最大起拱量75mm。桁架主要由焊接箱形上弦杆、H型钢下弦杆、箱形腹杆、桁架和节点构件、吊柱、上弦外挠杆、次梁、刚性系杆、水平支撑及预应力拉杆等组成(见图1)。上弦杆、腹杆的焊接箱形杆件和下弦杆的H型钢由工厂制作为单一杆件,节点构件单体放样制作。图1桁架构造示意Fig.1Trussstructure桁架构件和节点制作---本文来源于网络,仅供参考,勿照抄,如有侵权请联系删除---箱形弦杆、H型钢弦杆和腹杆组焊1)组焊前,检查所用板料是否有弯曲,假设有弯曲必须矫正合格,允许偏差2mm。2)箱形弦杆、腹杆组焊要求焊透焊缝的衬条应焊在腹板上,装配用衬条承受Q345,8206。在矫正好的组装胎架上组装成箱形后焊接,超声波检测合格后进展变形矫正,最终与节点组合总组装,并保证箱形截面对角线偏差到达标准[1]要求。3)H型钢弦杆组焊H型钢生产线上组焊,截面高度允许偏差为0<$1mm。H型钢弦杆主焊缝按工艺要求承受埋弧自动焊,同时在两端加引弧和熄弧板,焊接后承受翼缘矫正机矫正,再进展肋板和节点组装焊接。弦杆箱形杆件的节点内隔板与壁板的连接焊缝(两侧)承受开单边V形坡口带垫板单面CO气体保护焊,另2条焊缝无法手工焊接的那么承受不开坡口电渣焊,且焊缝对称分布。箱形节点构件组装节点各构件编号如图2所示,为确保箱形节点与腹杆的连接角度,6号与3号盖板应按11放样,用机械和火焰压型的角度和几何尺寸符合样板后备用。组装挨次:¹组装2号加肋板(即内隔板)和弦杆U形构造。º组装3号和5号箱型腹杆侧盖板(各2块)和中间1号加肋板。在5号侧盖板上加焊接用衬[收稿日期]20002-25;[修订日期]20006-16[作者简介]郭立湘,浙江杭萧钢构股份有限公司工程师,杭州市中河中路258号瑞丰国际商务大厦5楼310003,电话:(0571)87246788,E-mail:billy123er@163---本文来源于网络,仅供参考,勿照抄,如有侵权请联系删除---22021No.1郭立湘等:某扩建工程大型钢构造桁架制作与工艺优化95条并留4~6mm的间隙,以保证焊透。将2号和1号加肋板与箱形壁板焊接;经检验合格后,再组装节点上6号盖板。组装时要保证几何尺寸准确,以确保腹杆与节点及柱牛腿连接的同心度。最终将桁架弦杆上的3块2号加肋板焊牢,用于1号盖板的定位组装;4-1号盖板组装完毕并复验几何尺寸后,进展焊接。图2箱形节点组装示意Fig.2Assemblyofboshapedjoint3桁架杆件和节点工艺优化为进一步...