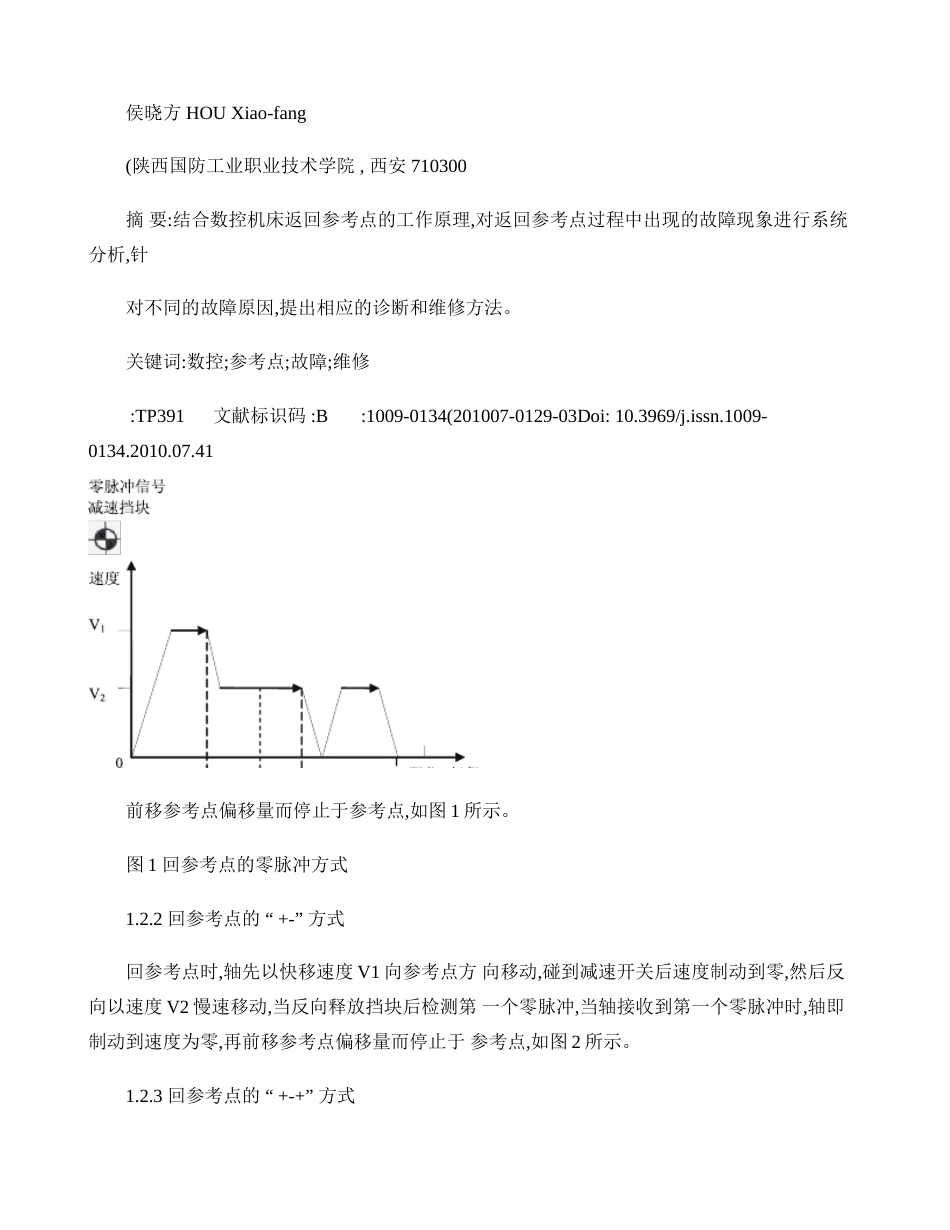
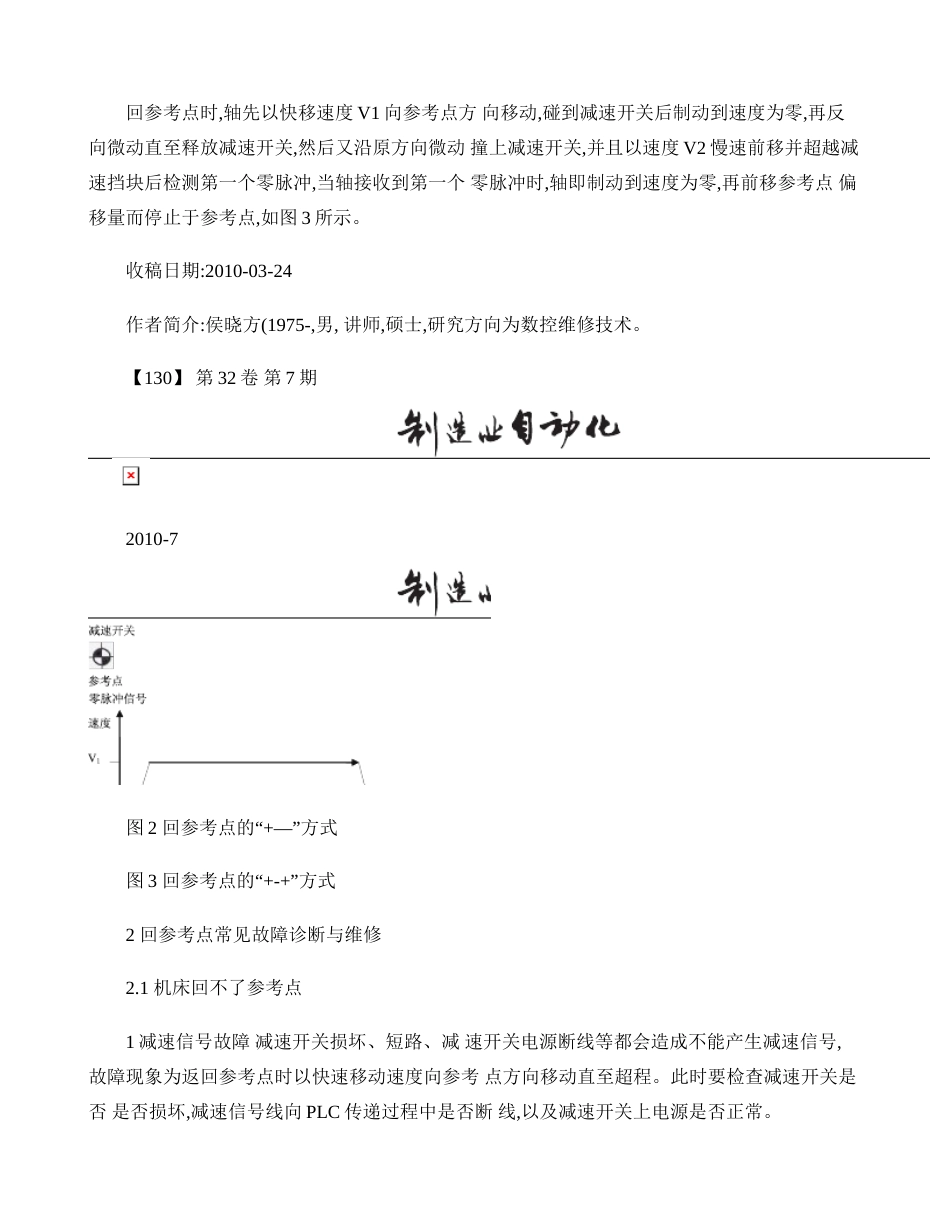
第32卷第7期2010-7【129】0引言数控机床返回参考点是建立机床坐标系的前提,配置相对编码器的数控机床开机后的第一动作一般都是进行返回参考点操作。若回参考点出现故障将无法进行程序加工,回参考点的位置不准确将影响到零件的加工精度,甚至出现撞车等恶性事故。所以分析和排除回参考点故障就显得尤为重要。1数控机床返回参考点原理1.1机床为什么要返回参考点数控机床位置检测装置如果采用绝对编码器时,由于系统断电后位置检测装置靠电池来维持坐标值实际位置的记忆,所以机床开机时,不需要进行返回参考点操作。而目前,大多数数控机床采用相对编码器作为位置检测装置,系统断电后,工件坐标系的坐标值就失去记忆,机械坐标值尽管靠电池维持坐标值的记忆,但只是记忆机床断电前的坐标值而不是机床的实际位置,所以机床首次启动系统后,要进行返回参考点操作,使系统的位置计数与脉冲编码器的零位脉冲同步,从而通过参考点来确定机床的原点位置,以建立机床坐标系。另一方面可以消除丝杠间隙的累计误差及丝杠螺距误差补偿对加工的影响。1.2机床返回参考点的几种方式1.2.1回参考点的零脉冲方式回参考点时,轴先以快移速度V1向参考点方向移动,碰到减速开关后减速,以较低速度V2继续前移,超越挡块后检测第一个零脉冲。当轴接收到第一个零脉冲时,轴即制动到速度为零,然后再以V2速度数控机床返回参考点故障诊断与维修Malfunctiondiagnosisandmaintenanceofcncmachinetoolreturnreferencepoint侯晓方HOUXiao-fang(陕西国防工业职业技术学院,西安710300摘要:结合数控机床返回参考点的工作原理,对返回参考点过程中出现的故障现象进行系统分析,针对不同的故障原因,提出相应的诊断和维修方法。关键词:数控;参考点;故障;维修:TP391文献标识码:B:1009-0134(201007-0129-03Doi:10.3969/j.issn.1009-0134.2010.07.41前移参考点偏移量而停止于参考点,如图1所示。图1回参考点的零脉冲方式1.2.2回参考点的“+-”方式回参考点时,轴先以快移速度V1向参考点方向移动,碰到减速开关后速度制动到零,然后反向以速度V2慢速移动,当反向释放挡块后检测第一个零脉冲,当轴接收到第一个零脉冲时,轴即制动到速度为零,再前移参考点偏移量而停止于参考点,如图2所示。1.2.3回参考点的“+-+”方式回参考点时,轴先以快移速度V1向参考点方向移动,碰到减速开关后制动到速度为零,再反向微动直至释放减速开关,然后又沿原方向微动撞上减速开关,并且以速度V2慢速前移并超越减速挡块后检测第一个零脉冲,当轴接收到第一个零脉冲时,轴即制动到速度为零,再前移参考点偏移量而停止于参考点,如图3所示。收稿日期:2010-03-24作者简介:侯晓方(1975-,男,讲师,硕士,研究方向为数控维修技术。【130】第32卷第7期2010-7图2“回参考点的+—”方式图3“回参考点的+-+”方式2回参考点常见故障诊断与维修2.1机床回不了参考点1减速信号故障减速开关损坏、短路、减速开关电源断线等都会造成不能产生减速信号,故障现象为返回参考点时以快速移动速度向参考点方向移动直至超程。此时要检查减速开关是否是否损坏,减速信号线向PLC传递过程中是否断线,以及减速开关上电源是否正常。2减速挡块位置不正确如果减速挡块距离限位开关距离过短,会造成减速后来不及检测零位脉冲就超程的故障,故障现象为有减速过程,但直到超程仍不能找到参考点。此时要调整减速挡块使其处在合适的位置。3零位脉冲不良引起故障零位脉冲不良导致回零时找不到零位脉冲,原因可能是编码器及接线故障或系统轴控制板故障。故障现象为以快速移动速度向参考点方向移动,碰到减速开关后减速,以低速移动直至超程报警。此时,在排除减速挡块位置无误的前提下,检查接线、板卡、编码器清洗或更换。4系统参数设置错误例如Fanuc系统坐标轴的位置跟随误差的设置必须保证在128μm以上,这样坐标轴在参考点减速挡块压上到脱离的区间里,至少能检测到一个脉冲编码器的零位脉冲输入,即在参考点减速行程内,必须保证伺服电机或编码器转动1转以上。5线路板故障数控系统检测放大的线路板出错。6机械误差包括导轨平行度、导轨与压板面平行度、导轨与丝杠的平行度超差等,此时要重新调整机床。2.2多次返回参考点重复位置精度很差...