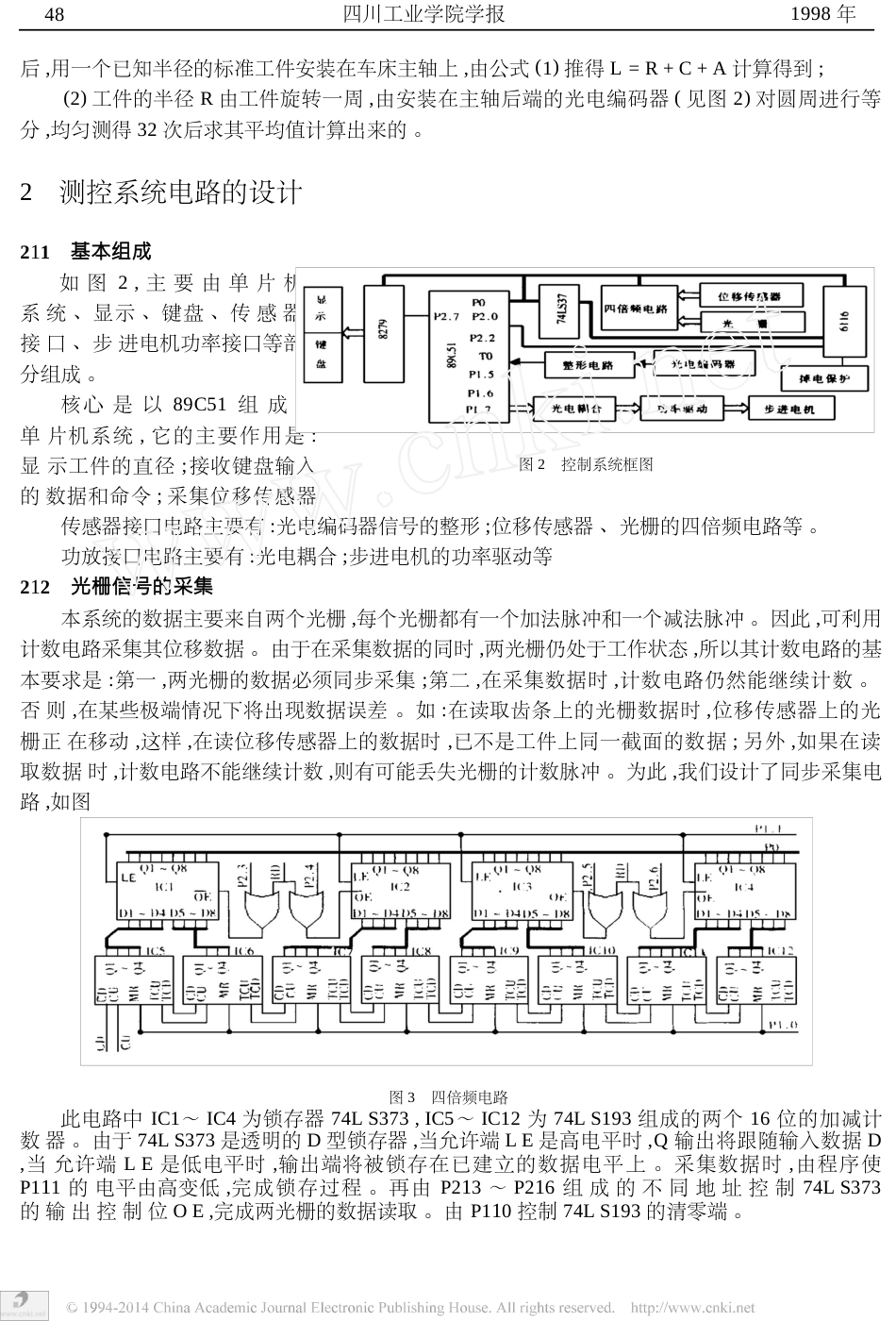
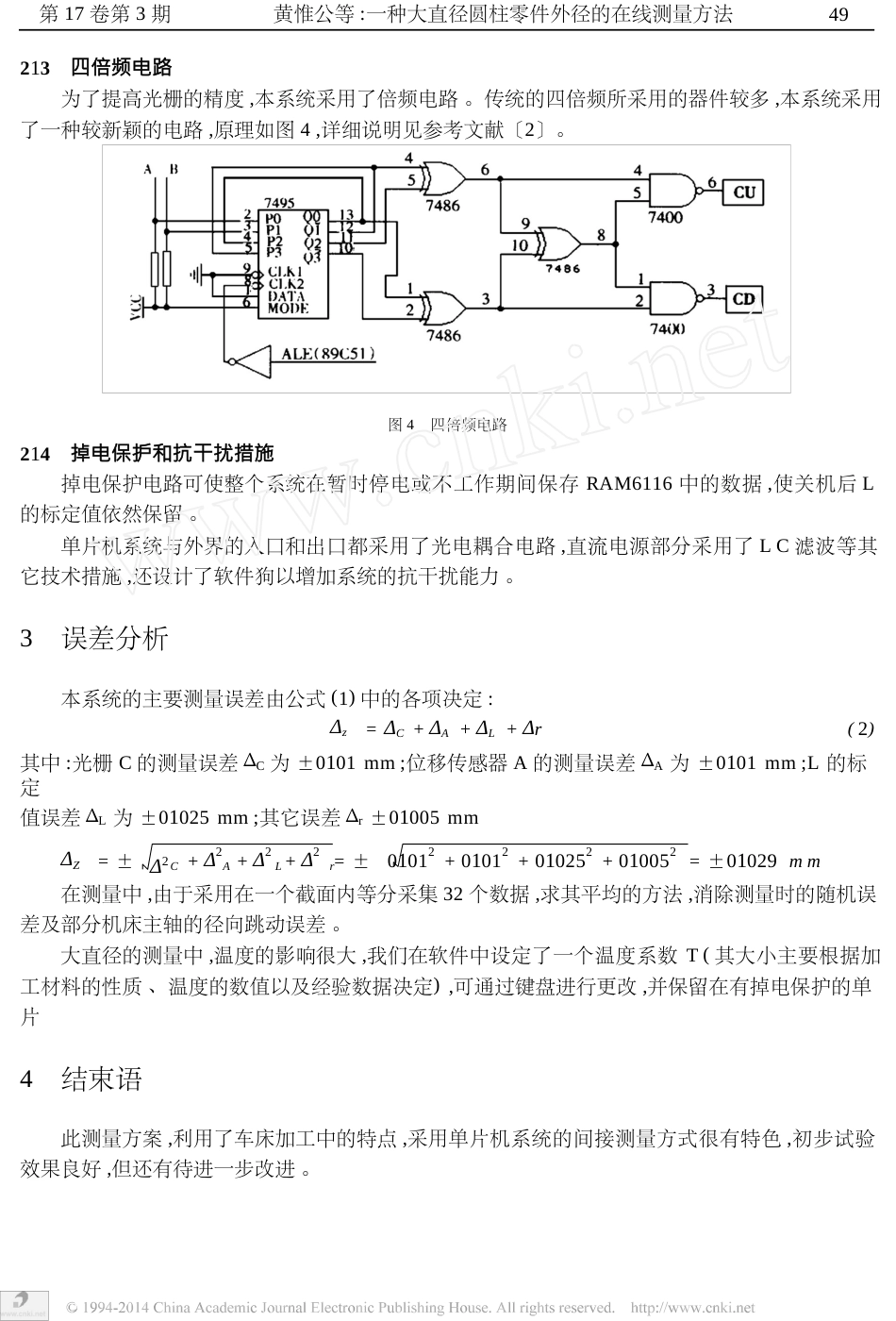
四川工业学院学报JournalofSichuanInstituteofTechnology1998;vol17No.3∶47~一种大直径圆柱零件外径的在线测量方法黄惟公3胡丹杨仁逖机械电子工程教研室摘要大直径圆柱零件外径尺寸的在线测量是目前大型机械零件加工中存在的难题之一。本文根据车削加工的特点,提出了一种采用单片机系统的间接测量方法。文中介绍了该方法的原理及主要电路,并进行了误差分析。关键词:直径测量;机床改造;单片机中图分类号:TG806;TM30511大直径圆柱零件外径尺寸的在线测量是目前大型机械零件加工中存在的难题之一。当前的测量方法可以归纳为:对滚法、弦高弓长法、围绕法、经纬仪法、标志法。这些方法大多仪器笨重、费时,大都属于静态测量,无法在工件切削加工的同时进行测量,这对现场加工来看并不十分理想。目前,一些工厂通过对车床的改装,在横拖板上安装同步感应器或光栅尺来显示刀具横向位移的尺寸,间接测量工件的直径。这种方法需要有精确的对刀仪,而且每次换刀后都要重新对刀,还要记录、计算数据。由于大直径圆柱工件的加工过程换刀次数频繁,这种方法在实际应用中极不方便。在总结以上方法的基础上,我们提出了一种较新颖的方法。即利用车床加工的特点,采用单片机系统的间接测量方法。1测量原理本方法的主要原理如图1。齿轮箱通过支架固定在车床的床鞍上,其中心与工件之间的距离L是常数,并与床鞍一起沿车床导轨作纵向运动。光栅安装在齿条上,由步进电机驱动。需要测量时,步进电机驱动齿条向工件方向移动,使齿条前端位移传感器(一种小型光栅装置)上的小滚轮接图1测量原理触工件。如果齿条移动的距离为C,位移传感器的测量结果为A,由图可知,工件的半径R为R=L-C-A式中需要说明的是:(1)(1)L虽然是常数,但不能直接获得,只能通过标定得到。标定的方法是:在全套系统安装好收到日期:1998年5月26日3黄惟公,四川工业学院机械工程系,成都,邮编:611744四川工业学院学报1998年48后,用一个已知半径的标准工件安装在车床主轴上,由公式(1)推得L=R+C+A计算得到;(2)工件的半径R由工件旋转一周,由安装在主轴后端的光电编码器(见图2)对圆周进行等分,均匀测得32次后求其平均值计算出来的。2测控系统电路的设计211基本组成如图2,主要由单片机系统、显示、键盘、传感器接口、步进电机功率接口等部分组成。核心是以89C51组成的单片机系统,它的主要作用是:显示工件的直径;接收键盘输入的数据和命令;采集位移传感器、图2控制系统框图传感器接口电路主要有:光电编码器信号的整形;位移传感器、光栅的四倍频电路等。功放接口电路主要有:光电耦合;步进电机的功率驱动等212光栅信号的采集本系统的数据主要来自两个光栅,每个光栅都有一个加法脉冲和一个减法脉冲。因此,可利用计数电路采集其位移数据。由于在采集数据的同时,两光栅仍处于工作状态,所以其计数电路的基本要求是:第一,两光栅的数据必须同步采集;第二,在采集数据时,计数电路仍然能继续计数。否则,在某些极端情况下将出现数据误差。如:在读取齿条上的光栅数据时,位移传感器上的光栅正在移动,这样,在读位移传感器上的数据时,已不是工件上同一截面的数据;另外,如果在读取数据时,计数电路不能继续计数,则有可能丢失光栅的计数脉冲。为此,我们设计了同步采集电路,如图3。图3四倍频电路此电路中IC1~IC4为锁存器74LS373,IC5~IC12为74LS193组成的两个16位的加减计数器。由于74LS373是透明的D型锁存器,当允许端LE是高电平时,Q输出将跟随输入数据D,当允许端LE是低电平时,输出端将被锁存在已建立的数据电平上。采集数据时,由程序使P111的电平由高变低,完成锁存过程。再由P213~P216组成的不同地址控制74LS373的输出控制位OE,完成两光栅的数据读取。由P110控制74LS193的清零端。第17卷第3期黄惟公等:一种大直径圆柱零件外径的在线测量方法49213四倍频电路为了提高光栅的精度,本系统采用了倍频电路。传统的四倍频所采用的器件较多,本系统采用了一种较新颖的电路,原理如图4,详细说明见参考文献〔2〕。图4四倍频电路214掉电保护和抗干扰措施掉电保护电路可使整个系统在暂时停电或不工作期间保存RAM6116中的数据,使关机后L的标定值依然保留。单片机系统与外界的入口和出口都采用了光电耦...