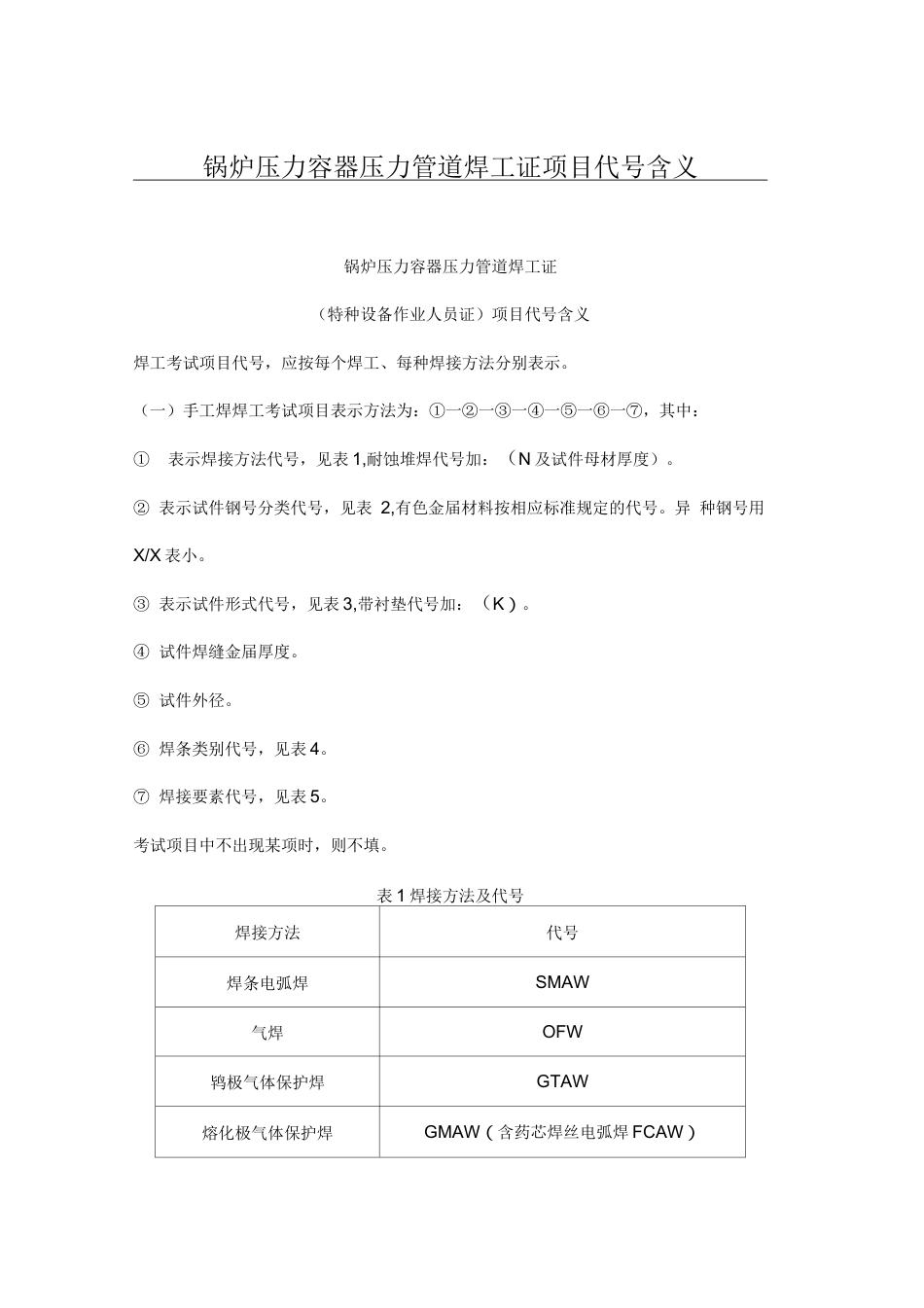
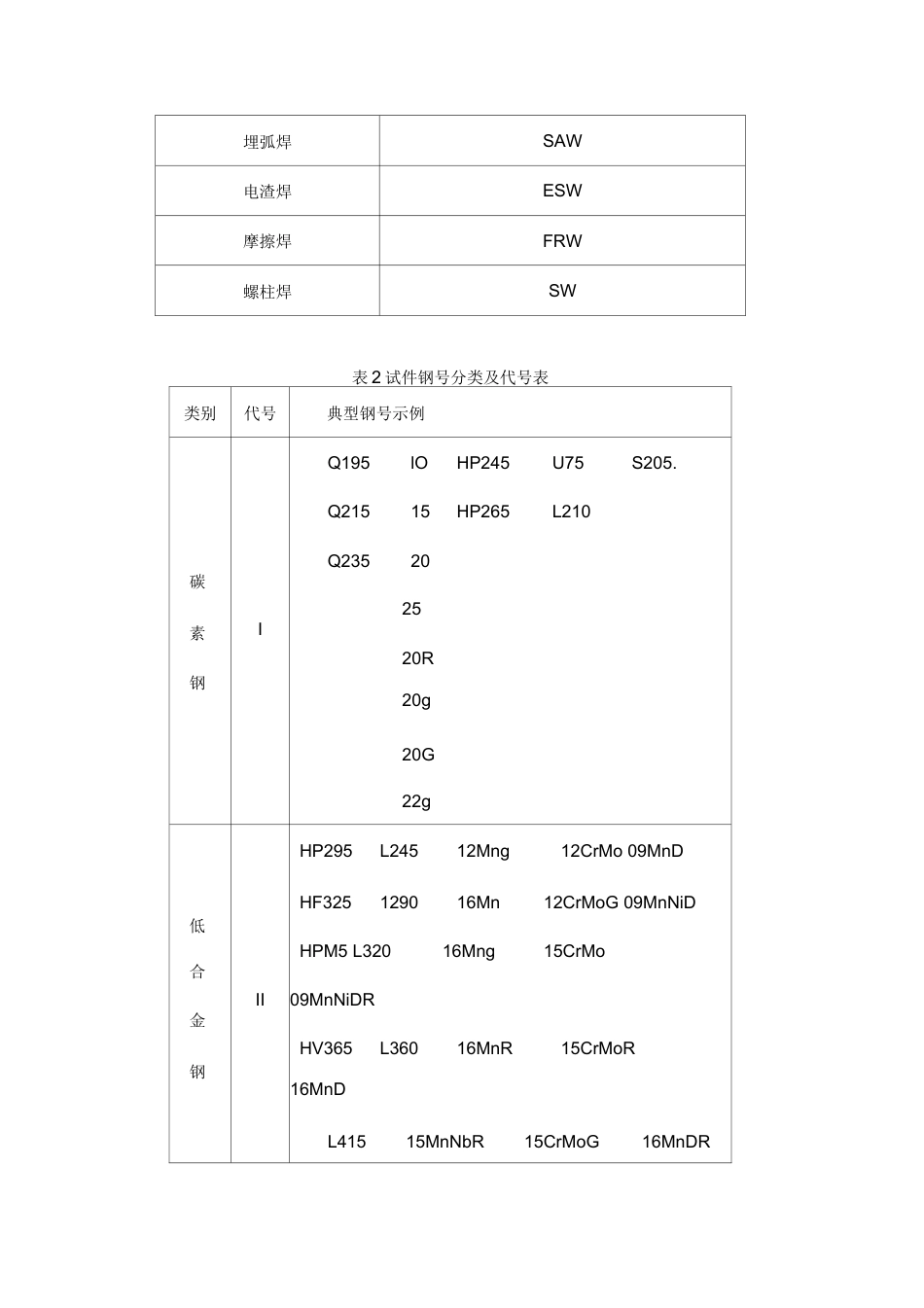
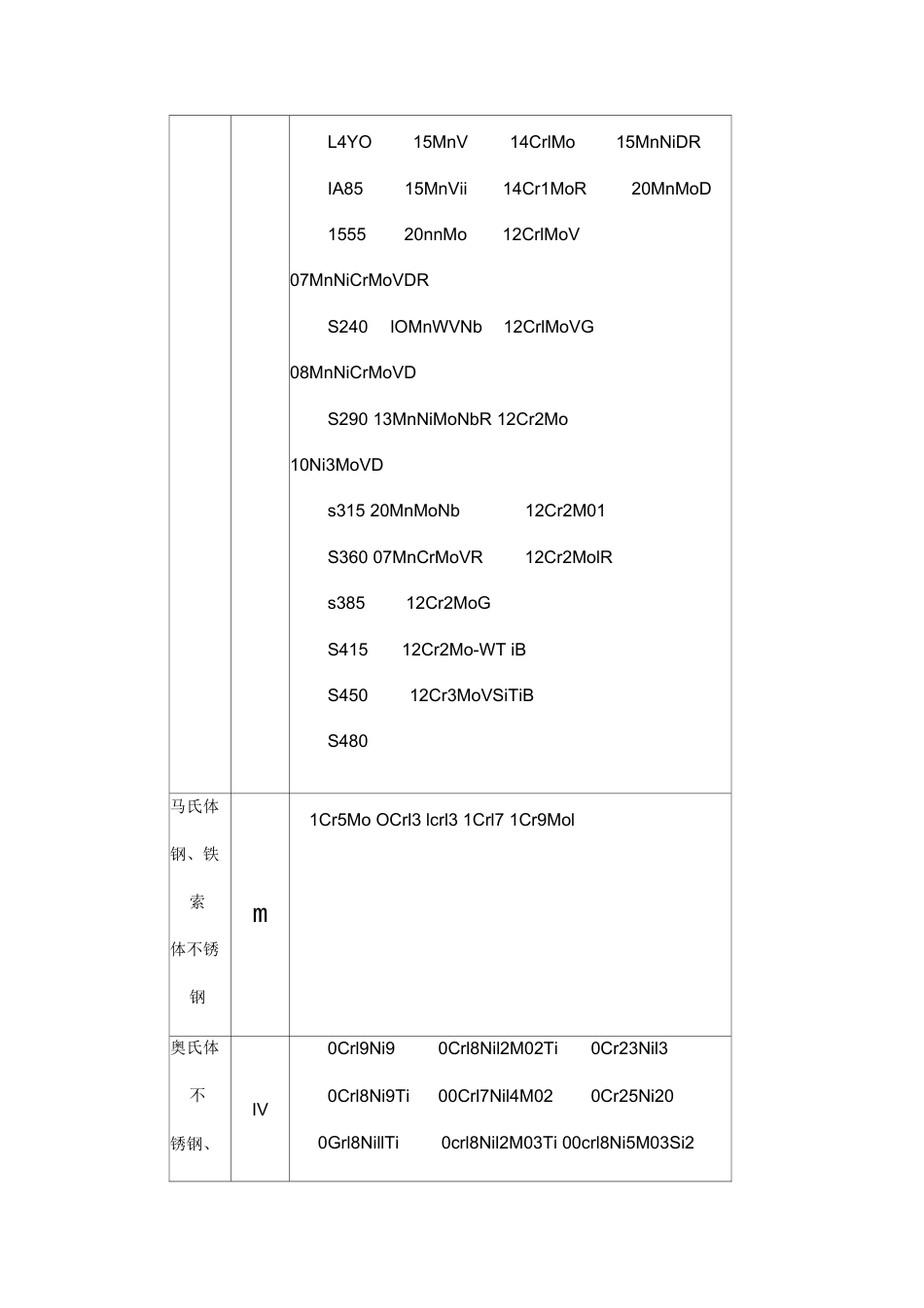
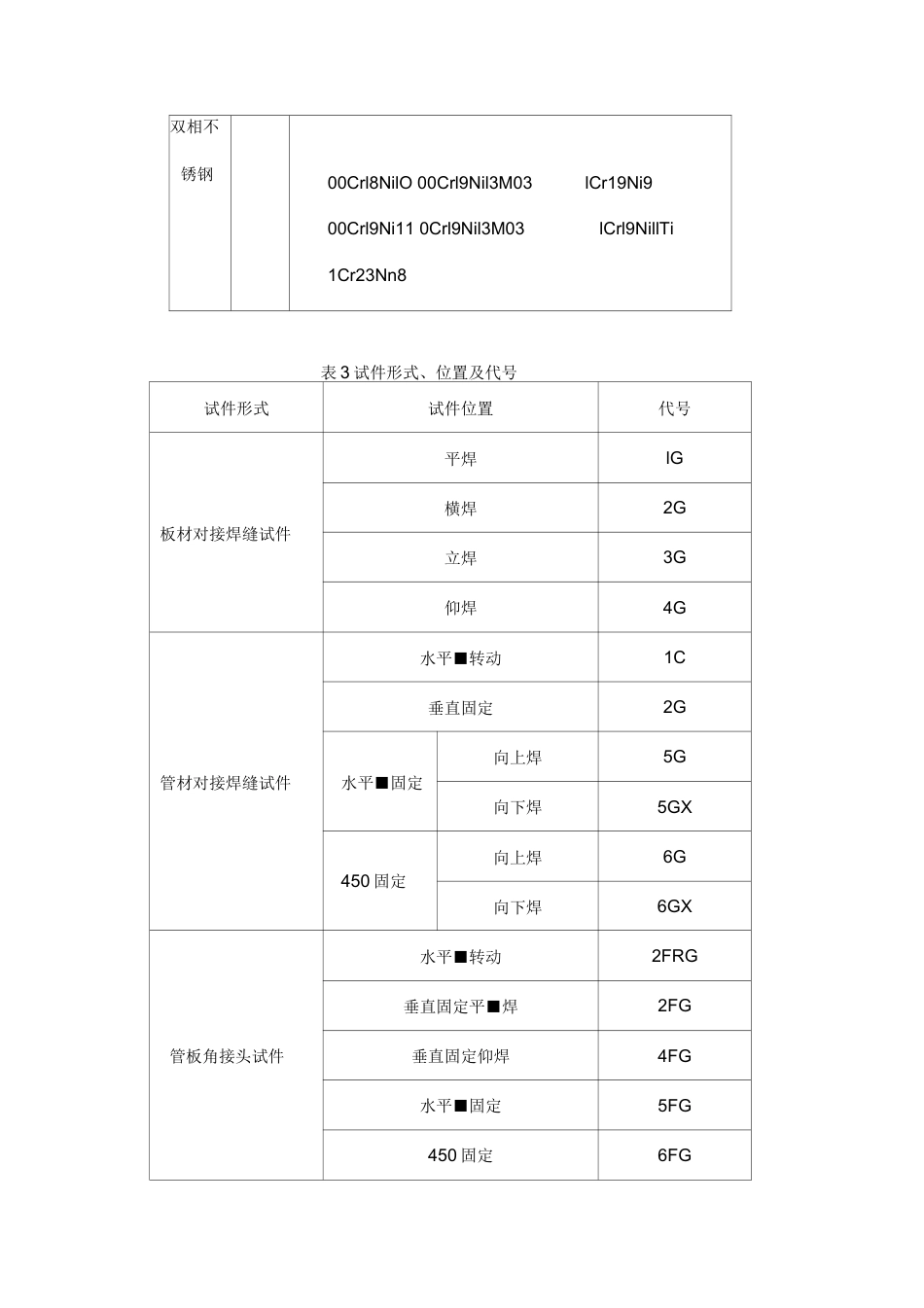
锅炉压力容器压力管道焊工证项目代号含义锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。②表示试件钢号分类代号,见表2,有色金届材料按相应标准规定的代号。异种钢号用X/X表小。③表示试件形式代号,见表3,带衬垫代号加:(K)。④试件焊缝金届厚度。⑤试件外径。⑥焊条类别代号,见表4。⑦焊接要素代号,见表5。考试项目中不出现某项时,则不填。表1焊接方法及代号焊接方法代号焊条电弧焊SMAW气焊OFW鸨极气体保护焊GTAW熔化极气体保护焊GMAW(含药芯焊丝电弧焊FCAW)埋弧焊SAW电渣焊ESW摩擦焊FRW螺柱焊SW表2试件钢号分类及代号表类别代号典型钢号示例Q195lOHP245U75S205.Q21515HP265L210Q23520碳25素I20R钢20g20G22gHP295L24512Mng12CrMo09MnDHF325129016Mn12CrMoG09MnNiD低HPM5L32016Mng15CrMo合II09MnNiDR金HV365L36016MnR15CrMoR钢16MnDL41515MnNbR15CrMoG16MnDRL4YO15MnV14CrlMo15MnNiDRIA8515MnVii14Cr1MoR20MnMoD155520nnMo12CrlMoV07MnNiCrMoVDRS240lOMnWVNb12CrlMoVG08MnNiCrMoVDS29013MnNiMoNbR12Cr2Mo10Ni3MoVDs31520MnMoNb12Cr2M01S36007MnCrMoVR12Cr2MolRs38512Cr2MoGS41512Cr2Mo-WTiBS45012Cr3MoVSiTiBS480马氏体钢、铁索体不锈钢m1Cr5MoOCrl3lcrl31Crl71Cr9Mol奥氏体不锈钢、IV0Crl9Ni90Crl8Nil2M02Ti0Cr23Nil30Crl8Ni9Ti00Crl7Nil4M020Cr25Ni200Grl8NillTi0crl8Nil2M03Ti00crl8Ni5M03Si2双相不锈钢00Crl8NilO00Crl9Nil3M03lCr19Ni900Crl9Ni110Crl9Nil3M03lCrl9NillTi1Cr23Nn8表3试件形式、位置及代号试件形式试件位置代号板材对接焊缝试件平焊lG横焊2G立焊3G仰焊4G管材对接焊缝试件水平■转动1C垂直固定2G水平■固定向上焊5G向下焊5GX450固定向上焊6G向下焊6GX管板角接头试件水平■转动2FRG垂直固定平■焊2FG垂直固定仰焊4FG水平■固定5FG450固定6FG螺柱焊试件平焊1S横焊2S仰焊4S表4焊条类别、代号及适用范围焊条类别焊条类别代号相应型号适用焊件的焊条范围相应标准钛钙型F1EXX03F1GB/T5117、GB/TS118、GB/T983(奥氏体、双相钢焊条除外)纤维素型F2EXX10,EXX11,EXX10一x,EXX11—xF1.F2钛型、钛钙型F3EXXX(x)一16,KXXX(x).17F1,F3低氢型、碱性F3JEXX15,EXX16EXX18,EXX48EXX15一x.EXX16一xEXX18一x.EXX48一xEXXX(x)一15,EXXX(x)一16EXXX(X)一17F1,F3,F3J钛型、F4F4GB/T983(奥钛钙型EXXX(x)一16,EXXX(x)一17氏体、双相钢焊条)碱性F4JEXXX(x)一15,EXXX(x)一16,EXXX(x)一17F4.F4J表5焊接要素及代号焊接要素要素代号手工鸨极气体保护焊填充金届焊丝无01实芯02药芯0B机械化焊鸨极气体保护焊自动稳压系统有04无05自动跟踪系统有06无07每面坡口内焊道单道08多道09(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。②试件形式代号,见表3,带衬垫代号加(K)。③焊接要素代号,见表5,存在两种以上要素时,用,”分开。考试项目中不出现该项时,则不填。(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW一U—lG(K)—12一F3J。(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工鸨极氧弧焊打底,填充金届为实芯焊丝,焊缝金届厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW一I-5G一3/60—02和SMAW—I-5G(K)一5/60一F3J。(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金届为药芯焊丝,试件全焊透。项目代号:GNAW—U—3G—10。(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。(5)在壁厚为10mm、外径为86mm的16Mn钢制管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10)一U—2G—86一F4。(6)管板...