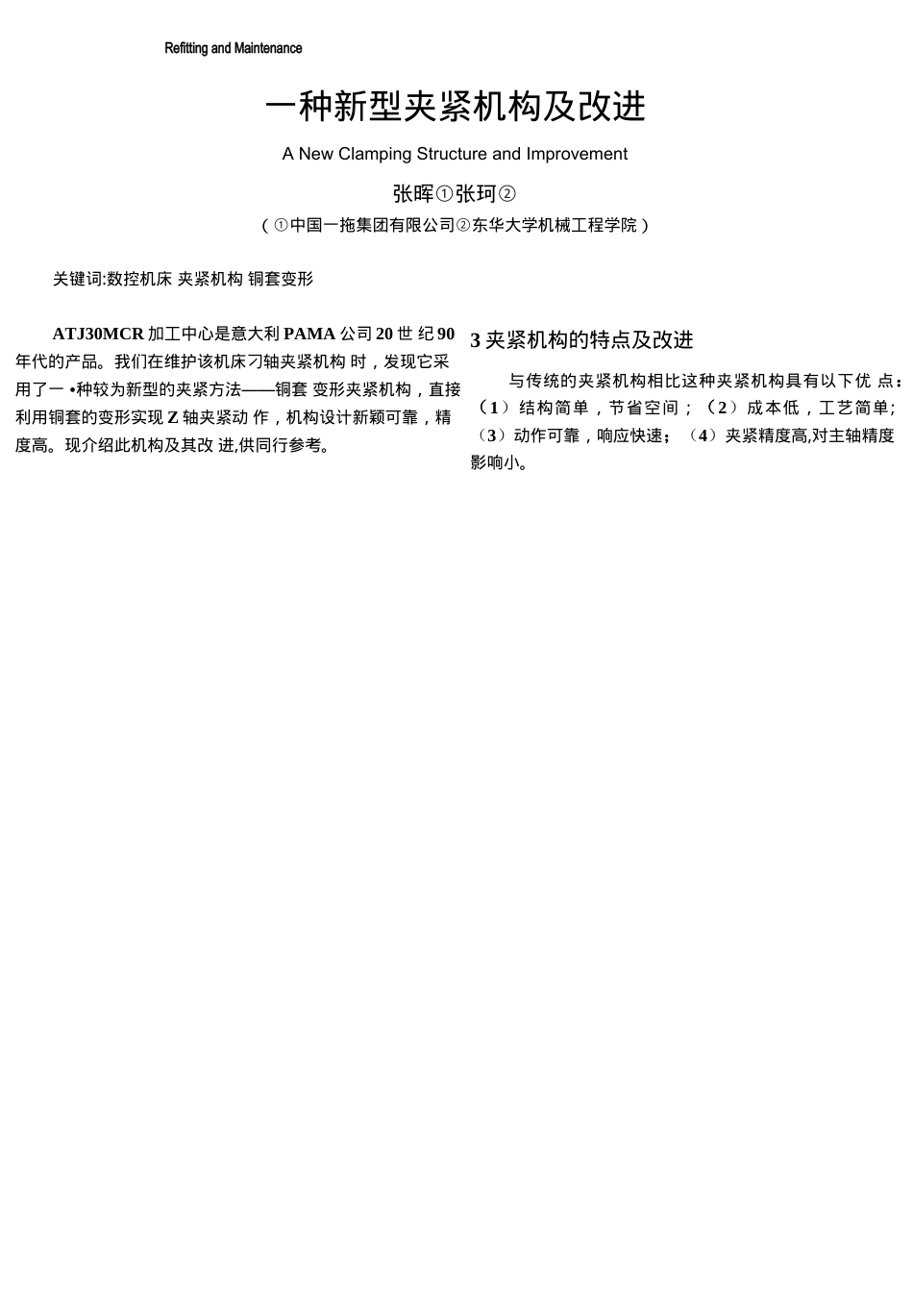
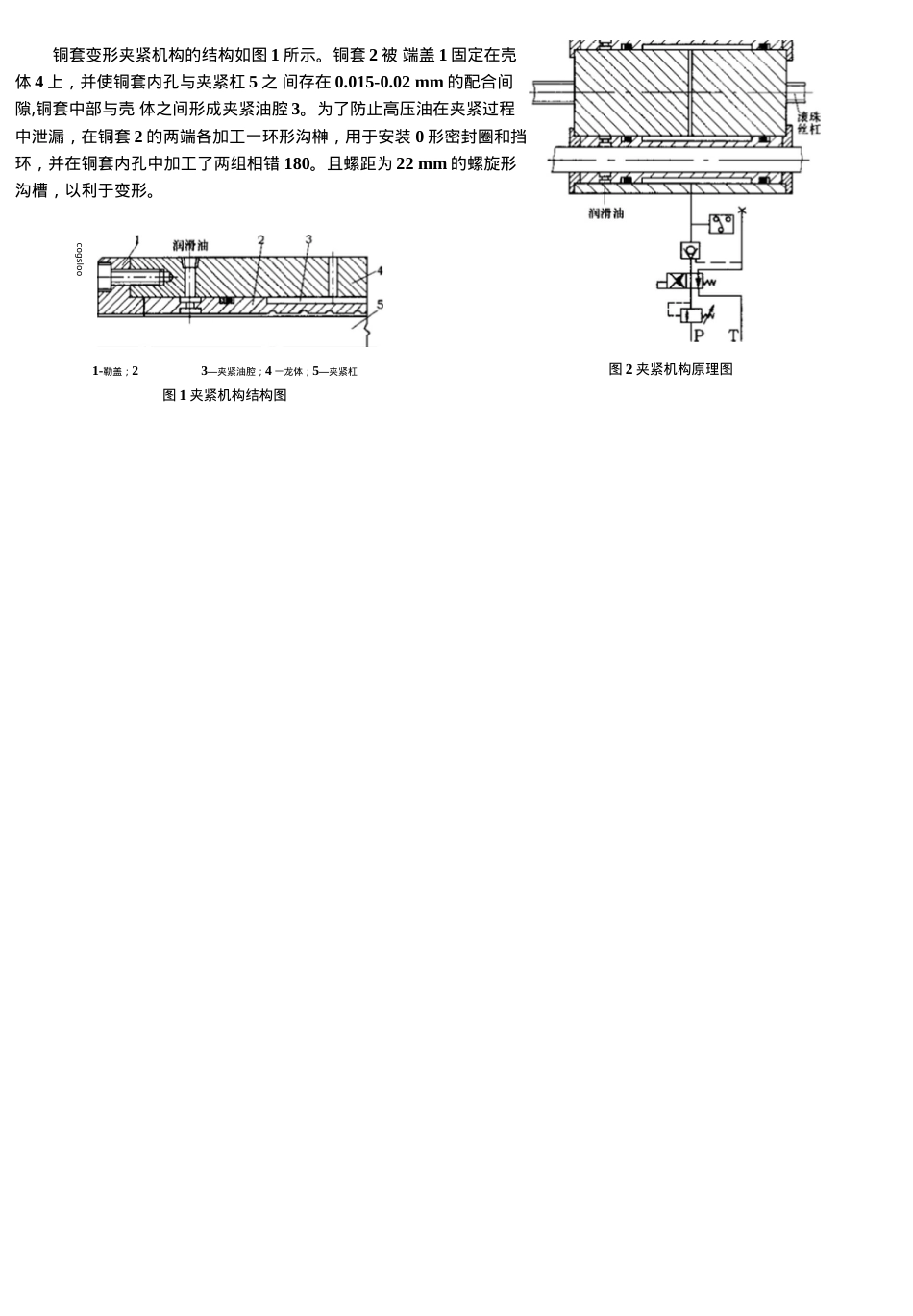
RefittingandMaintenance一种新型夹紧机构及改进ANewClampingStructureandImprovement张晖①张珂②(①中国一拖集团有限公司②东华大学机械工程学院)关键词:数控机床夹紧机构铜套变形ATJ30MCR加工中心是意大利PAMA公司20世纪90年代的产品。我们在维护该机床刁轴夹紧机构时,发现它采用了一•种较为新型的夹紧方法——铜套变形夹紧机构,直接利用铜套的变形实现Z轴夹紧动作,机构设计新颖可靠,精度高。现介绍此机构及其改进,供同行参考。3夹紧机构的特点及改进与传统的夹紧机构相比这种夹紧机构具有以下优点:(1)结构简单,节省空间;(2)成本低,工艺简单;(3)动作可靠,响应快速;(4)夹紧精度高,对主轴精度影响小。1夹紧机构结构铜套变形夹紧机构的结构如图1所示。铜套2被端盖1固定在壳体4上,并使铜套内孔与夹紧杠5之间存在0.015-0.02mm的配合间隙,铜套中部与壳体之间形成夹紧油腔3。为了防止高压油在夹紧过程中泄漏,在铜套2的两端各加工一环形沟榊,用于安装0形密封圈和挡环,并在铜套内孔中加工了两组相错180。且螺距为22mm的螺旋形沟槽,以利于变形。1-勒盖;23—夹紧油腔;4一龙体;5—夹紧杠图1夹紧机构结构图cogsloo图2夹紧机构原理图2夹紧机构原理铜套变形夹紧机构原理如图2所示。当电磁换向阀失电时,尿力油直接向铜套变形夹紧机构的夹紧油腔供油,铜套薄壁在压力油作用下产牛弹性变形,使铜套与夹紧杠表面接触产生摩擦力,供油压力越大,沿夹紧杠轴向产生的摩擦力也就越大。当油腔内压力达到一•定值时,压力继电器动作,油泵即停止供压力油,油路保压,完成夹紧动作。当电磁换向阀得电时,压力油将打开液控单向阀,使夹紧油腔内的油卸荷(流入回油管),压力继电器复位,恢复到初始状态,夹紧松开。该机床在使用中曾出现Z轴夹紧指示灯报警,油箱中的液压油流失严重的故障。经排查,发现主要是由于铜套(材料为锡青铜)夹紧油腔处冇砂眼,经多次夹紧后,砂眼穿透薄壁,造成泄漏;另外铜砂脱落,加速了铜套两端()形密封圈腐损,失去密封作用。针对这一•情况,我们对夹紧机构进行了以下改进。(1)进一步增强夹紧油腔的密封性,将原设计的铜套两端各增加一个0形密封圈和挡环。这样即使有一个损坏,系统仍能正常工作,大大加强了可靠性。(2)鉴于锡青铜铸件质量难以保证,将铜套材料改为黄铜H62。(3)适当加深了螺旋形沟槽尺寸,以增加弹性变形。58万方数据______________________________________________________RefittingandMaintenance改装与维修两次特殊的线切割电路故障TwoSpecialFailuresinCircuitofWireCuttingEDM杨业林(江苏金飞达电动工具有限公司)我公司有一台苏州三光电加工冇限公司生产的DK7725N数控线切割机床,该机床在使用8轩期间曾发牛两次特殊的电路故障。现向读考加以介绍,供线切割维修人员参考。例一故障在加工多孔模具时出现孔距不对或图形偏移,而加工的孔没有失圆现象。加工出的产品零件符合图纸要求,只是位買度有一些出入。这种现象大概每月都要出现1〜2次。分析开始笔者认为是线切割操作工在跳步时,线架与工件或夹具发生碰撞所致,或者是将机床的坐标刻度看错,但随着这种现象的多次发牛,才対机床进行检修。检查时发现驱动电源电压不止常。空载时为9V,负载时为6.5V,正常情况下空载时应为10〜10.5V,负载时为7.5Vo输入一条45。指令做检查(仏艮〃4000Gy厶)。空运行后发现机床坐标与指令相吻合,没有失步现象。对该现象进行统计分析,发现发生该现象的时间大都在晚上7:00—8:00点。由此笔者推断出故障就在驱动电源部分。因为晚上7:00—8:00正是用电高峰期,电网电压下降,驱动电源电压会更低。此时机床如果正在跳步或引线时(钳丝未与工件接触前),且若此时进给速度处于最大状态,就会导致机床失步。当铝丝与工件接触后,进给速度降低就没有失步现象,所以就会岀现上述现象。经检查是滤波电容C(47000|xF/16V)容量不足。因一时乂无法找到该电容,便用2只3300PLF/25V电容并联替换。接通电源后,检查电压已恢复正常,从此,再也没有出现过类似故障。此故障提示我们发现机床失步或者孔距01现差经改进后,实际使用效果良好。最后值得注意的是,夹...