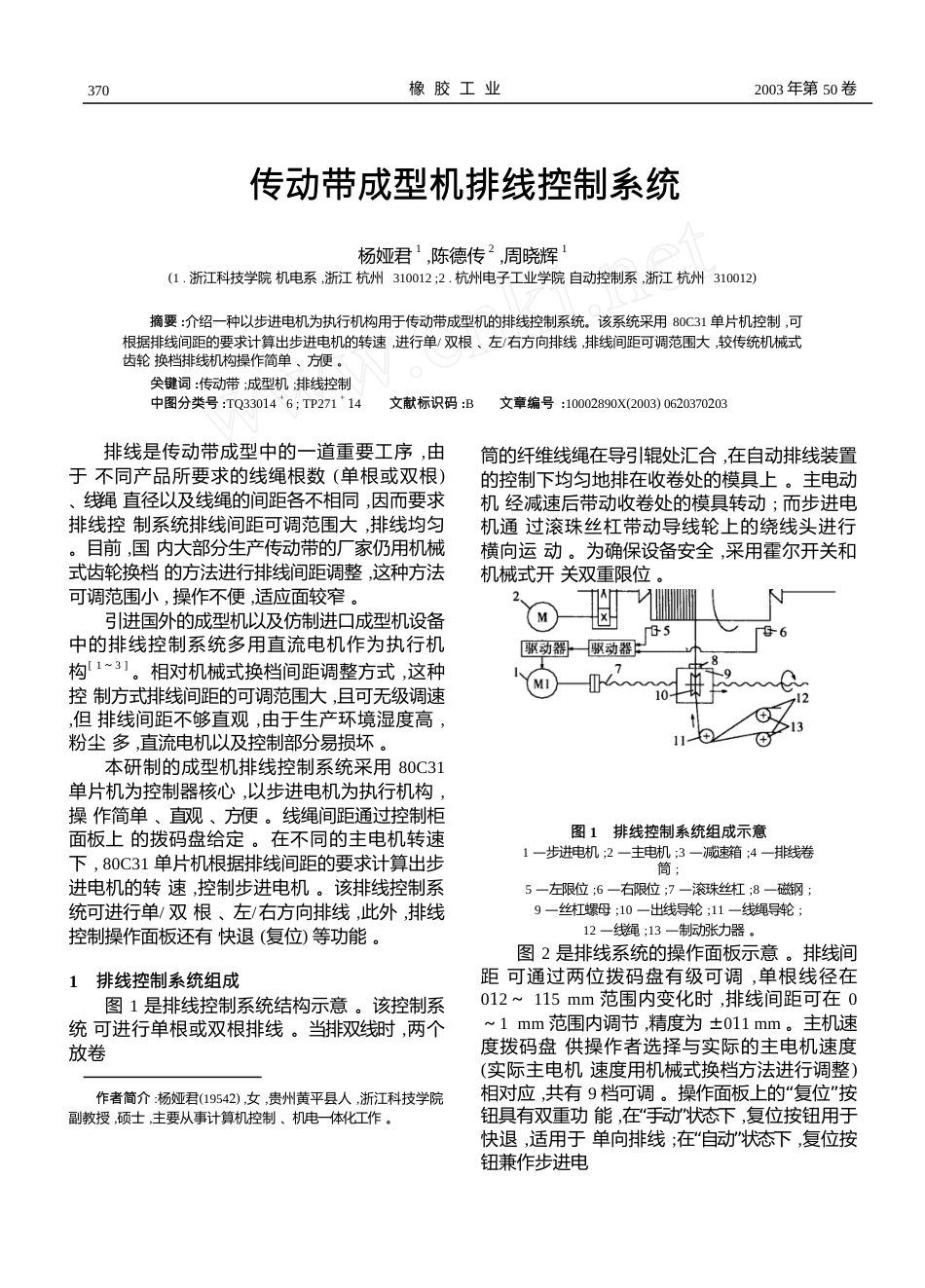
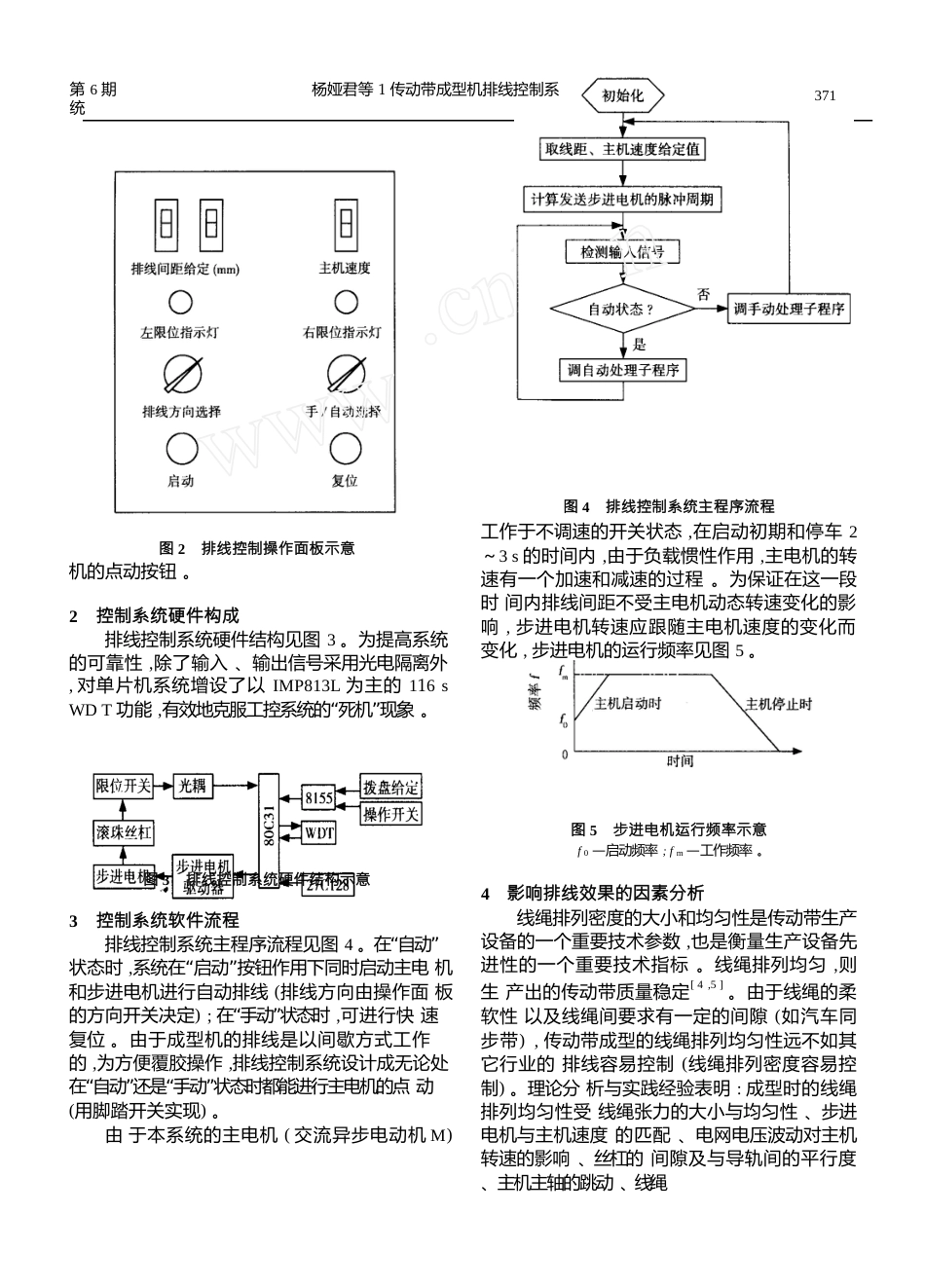
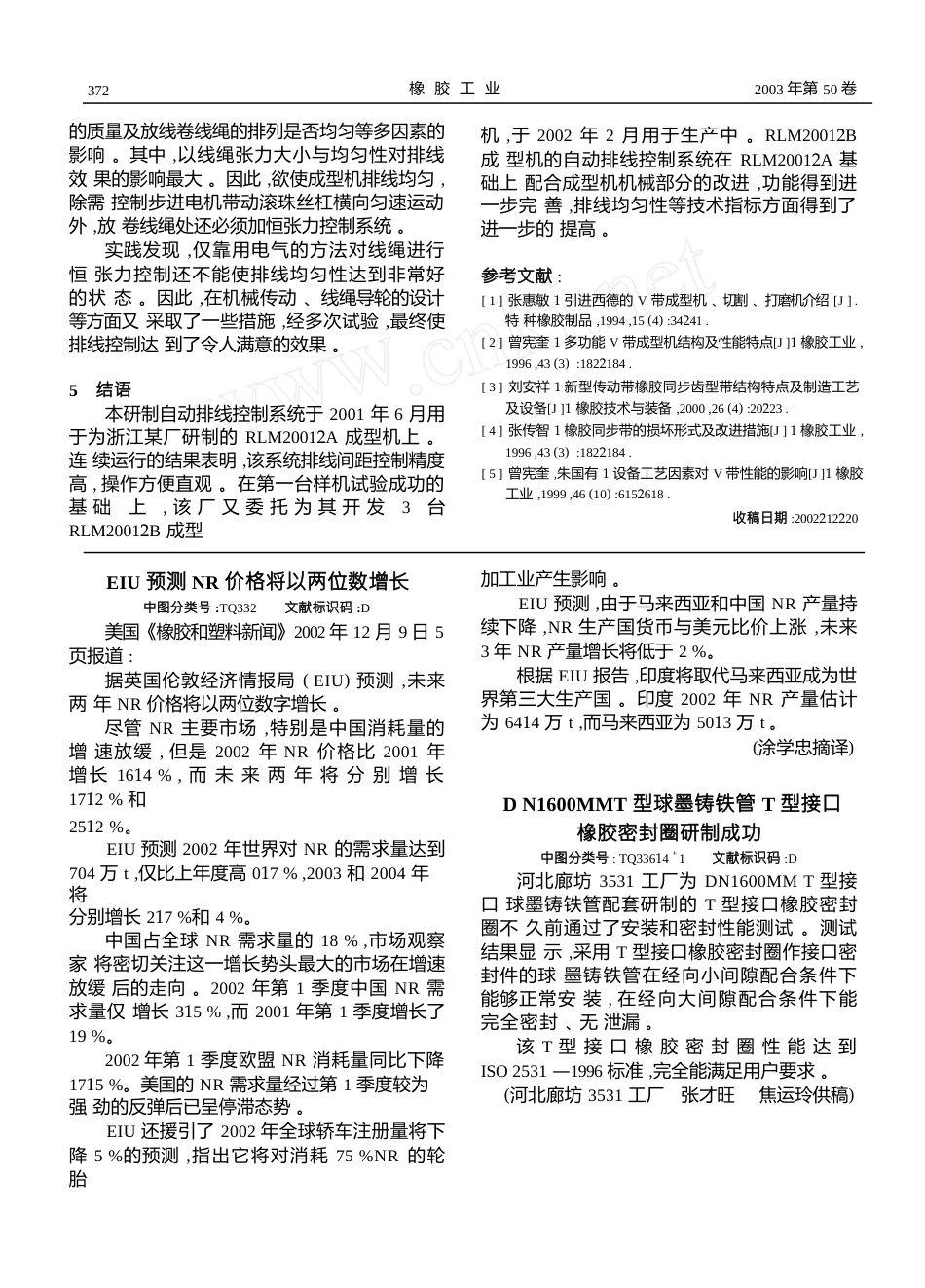
370橡胶工业2003年第50卷传动带成型机排线控制系统杨娅君1,陈德传2,周晓辉1(1.浙江科技学院机电系,浙江杭州310012;2.杭州电子工业学院自动控制系,浙江杭州310012)摘要:介绍一种以步进电机为执行机构用于传动带成型机的排线控制系统。该系统采用80C31单片机控制,可根据排线间距的要求计算出步进电机的转速,进行单/双根、左/右方向排线,排线间距可调范围大,较传统机械式齿轮换档排线机构操作简单、方便。关键词:传动带;成型机;排线控制中图分类号:TQ33014+6;TP271+14文献标识码:B文章编号:10002890X(2003)0620370203排线是传动带成型中的一道重要工序,由于不同产品所要求的线绳根数(单根或双根)、线绳直径以及线绳的间距各不相同,因而要求排线控制系统排线间距可调范围大,排线均匀。目前,国内大部分生产传动带的厂家仍用机械式齿轮换档的方法进行排线间距调整,这种方法可调范围小,操作不便,适应面较窄。引进国外的成型机以及仿制进口成型机设备中的排线控制系统多用直流电机作为执行机构[1~3]。相对机械式换档间距调整方式,这种控制方式排线间距的可调范围大,且可无级调速,但排线间距不够直观,由于生产环境湿度高,粉尘多,直流电机以及控制部分易损坏。本研制的成型机排线控制系统采用80C31单片机为控制器核心,以步进电机为执行机构,操作简单、直观、方便。线绳间距通过控制柜面板上的拨码盘给定。在不同的主电机转速下,80C31单片机根据排线间距的要求计算出步进电机的转速,控制步进电机。该排线控制系统可进行单/双根、左/右方向排线,此外,排线控制操作面板还有快退(复位)等功能。1排线控制系统组成图1是排线控制系统结构示意。该控制系统可进行单根或双根排线。当排双线时,两个放卷作者简介:杨娅君(19542),女,贵州黄平县人,浙江科技学院副教授,硕士,主要从事计算机控制、机电一体化工作。筒的纤维线绳在导引辊处汇合,在自动排线装置的控制下均匀地排在收卷处的模具上。主电动机经减速后带动收卷处的模具转动;而步进电机通过滚珠丝杠带动导线轮上的绕线头进行横向运动。为确保设备安全,采用霍尔开关和机械式开关双重限位。图1排线控制系统组成示意1—步进电机;2—主电机;3—减速箱;4—排线卷筒;5—左限位;6—右限位;7—滚珠丝杠;8—磁钢;9—丝杠螺母;10—出线导轮;11—线绳导轮;12—线绳;13—制动张力器。图2是排线系统的操作面板示意。排线间距可通过两位拨码盘有级可调,单根线径在012~115mm范围内变化时,排线间距可在0~1mm范围内调节,精度为±011mm。主机速度拨码盘供操作者选择与实际的主电机速度(实际主电机速度用机械式换档方法进行调整)相对应,共有9档可调“”。操作面板上的复位按钮具有双重功能,“”在手动状态下,复位按钮用于快退,适用于单向排线;“”在自动状态下,复位按钮兼作步进电第6期杨娅君等1传动带成型机排线控制系统371图2排线控制操作面板示意机的点动按钮。2控制系统硬件构成排线控制系统硬件结构见图3。为提高系统的可靠性,除了输入、输出信号采用光电隔离外,对单片机系统增设了以IMP813L为主的116sWDT功能,“”有效地克服工控系统的死机现象。图3排线控制系统硬件结构示意3控制系统软件流程排线控制系统主程序流程见图4“”。在自动状态时,“”系统在启动按钮作用下同时启动主电机和步进电机进行自动排线(排线方向由操作面板的方向开关决定);“”在手动状态时,可进行快速复位。由于成型机的排线是以间歇方式工作的,为方便覆胶操作,排线控制系统设计成无论处“”“”在自动还是手动状态时都能进行主电机的点动(用脚踏开关实现)。由于本系统的主电机(交流异步电动机M)图4排线控制系统主程序流程工作于不调速的开关状态,在启动初期和停车2~3s的时间内,由于负载惯性作用,主电机的转速有一个加速和减速的过程。为保证在这一段时间内排线间距不受主电机动态转速变化的影响,步进电机转速应跟随主电机速度的变化而变化,步进电机的运行频率见图5。图5步进电机运行频率示意f0—启动频率;fm—工作频率。4影响排线效果的因素分析线绳排列密度的大小和均匀性是传动带生产设备的一个重要技术参数,也是衡量生产设备先进性的一个重要技术指标。线绳排列均匀,则生产出的传动...