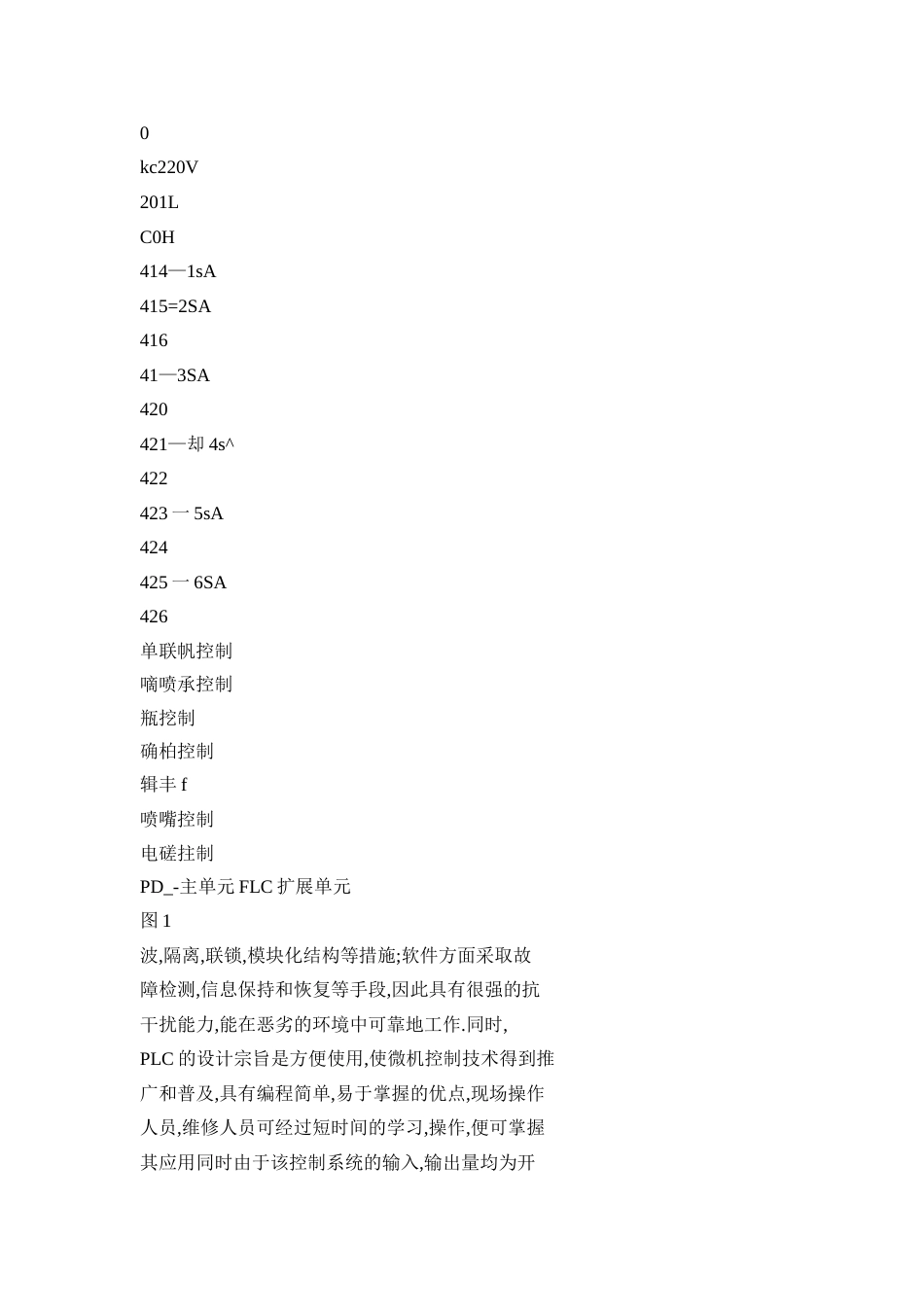
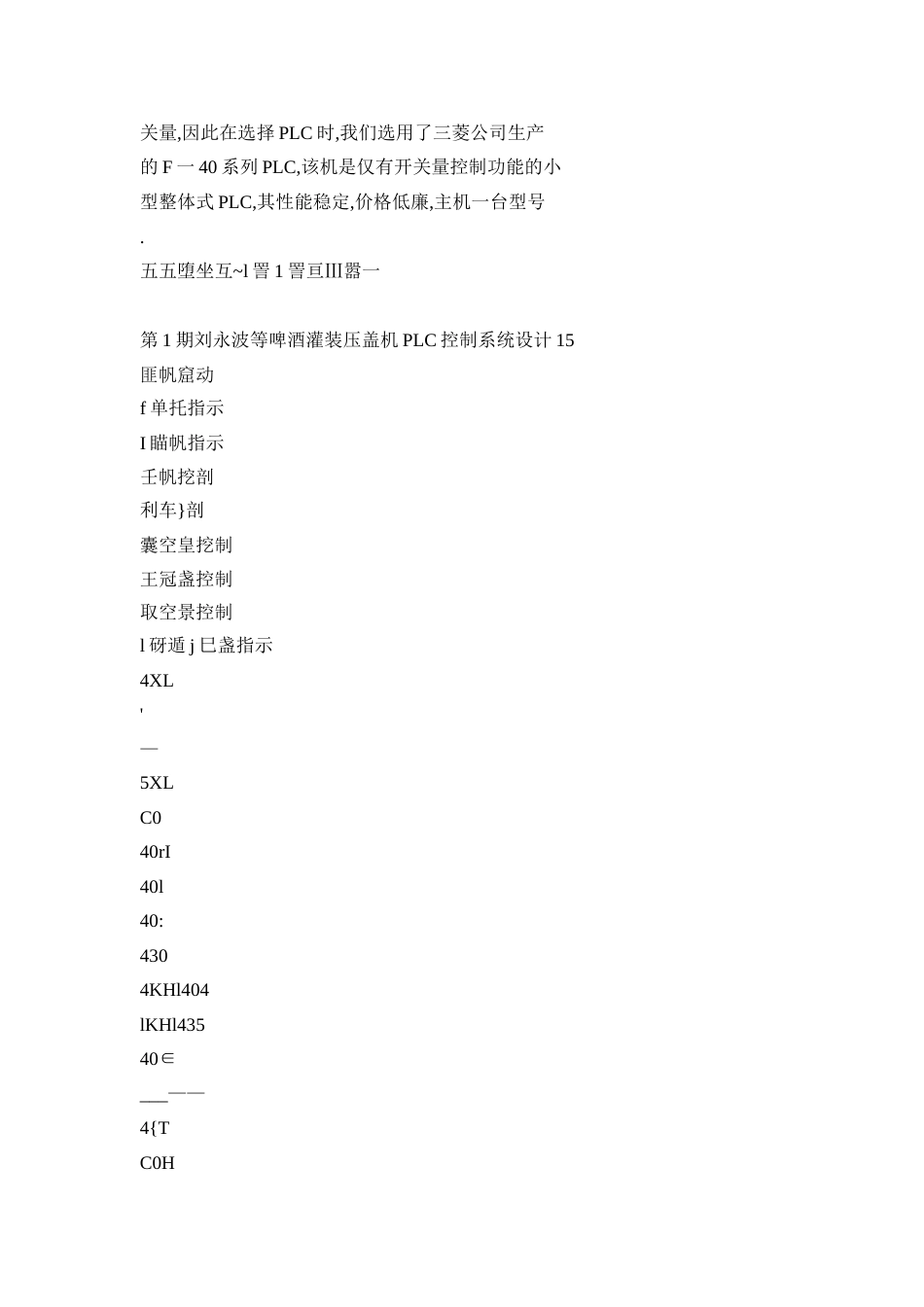
啤酒灌装压盖机PLC控制系统设计第3卷第1期2001年3月本溪冶金高等专科学校JOURNALOFBENXICOLLEGEOFMETALLURGYⅧM盯200l文章编号:1008—3723(2001)O1—0005—03啤酒灌装压盖机PLC控制系统设计刘永波,赵军(本溪冶专计算机系,辽宁本溪117022)摘要:介绍了可鳊程序控制器PLC在啤酒灌幕压盖机中的自动控制设计.实践~,zql谊设计可靠,经济,适用.关键词:灌幕压盖机;可编程序控制器;控制系统中雷分类号:1"S261.3;TP273文献标识码:B0引言啤酒灌装压盖机是啤酒生产线上的重要设备之一.它主要负责将生啤酒装瓶,压盖并输送到链道量,提高市场占有率,于近期新建一条啤酒灌装生产灌装压盖机,本机采用了摆线齿轮,密闭的齿轮箱,万气执行局部主要包括一台主机,一台输盖用电动机,一电动机,它是此设备的主传动电机,通过调节励磁绕组的给定电压,并与反应电压相比拟来改变其转速,可以实现对主机的人工控制;输盖用电动机驱动压盖机上王冠漏斗内的漏斗滚筒,将王冠盖送入王冠滑道,可通过改变漏斗滚筒转速来改变王冠盖的供应量真空泵电动机驱动真空泵,将空瓶内的气体在灌从瓶输入链道进入主机,经灌装机装酒,压盖机压盖后进入瓶输出链道,由瓶输出链道送入下一道工序.1系统设计全机的控制采用现在电气控制领域中的最可靠,装生产线的环境比拟恶劣,而PLC在设计之初就采用了各种措施来提高可靠性.硬件方面采用屏蔽,滤收稿时间~2000—12—15避瓶壹垒估主螺丰f安生检查l瓶幢副信号滑道无益幢测主帆千启主帆伴止离台器旨离台嚣离单帆启动单帆停止融瓶处理囊空开真空伴主_机台障0kc220V201LC0H414—1sA415=2SA41641—3SA420421—却4s^422423一5sA424425一6SA426单联帆控制嘀喷承控制瓶挖制确柏控制辑丰f喷嘴控制电磋拄制PD_-主单元FLC扩展单元图1波,隔离,联锁,模块化结构等措施;软件方面采取故障检测,信息保持和恢复等手段,因此具有很强的抗干扰能力,能在恶劣的环境中可靠地工作.同时,PLC的设计宗旨是方便使用,使微机控制技术得到推广和普及,具有编程简单,易于掌握的优点,现场操作人员,维修人员可经过短时间的学习,操作,便可掌握其应用同时由于该控制系统的输入,输出量均为开关量,因此在选择PLC时,我们选用了三菱公司生产的F一40系列PLC,该机是仅有开关量控制功能的小型整体式PLC,其性能稳定,价格低廉,主机一台型号.五五堕坐互~l詈1詈亘Ⅲ嚣一第1期刘永波等啤酒灌装压盖机PLC控制系统设计15匪帆窟动f单托指示I瞄帆指示壬帆挖剖利车}剖囊空皇挖制王冠盏控制取空景控制l砑遁j巳盏指示4XL'—5XLC040rI40l40:4304KHl404lKHl43540∈___——4{TC0H..一530一53】圈2lYv靖盎怛靖亡毛世嘀寸闷喷阁瓶气闷确柏l罔畸气闷电馥气缸喷柏蛔噎柏箍制连瓶抽障格示t连螺轩摩nc扩展单元为F一40M,扩展一台型号为F一40R,其输入接线见图1,输出接线见图2,该系统共有信号检测开关四只,全为高频感应式接近开关,其中ISQ为送瓶平安检测开关,在供送螺杆前,如开关闭合说明有倒瓶发生.2SQ为供送螺杆平安保护开关,如开关闭合说明供送螺杆卡死.lSQ,2SQ中一个有信号,均停机.3SQ为瓶子检测开关,用来控制灌装,3SQ台上说明有瓶,通过电碰锁翻开灌装阀,否那么灌装阀不翻开.4SQ为滑道无瓶盖检测开关,如开关闭合说明无盖,5秒钟后无盖指示灯亮,发出无盖指示,同时挡瓶气阀动作,阻挡空瓶进入灌装机.旋钮开关六个,其中ISA旋钮为单,联机控制选择开关,接通X414时,为联机工作状态,其它位置时为单机工作状态,这里单机状态是指灌装机与压盖机之间无联系,分别启停,联机状态是指灌装机与压盖机联动2SA旋钮为摆线齿轮滴,喷水控制选择开关,有三档位置,手动,自动,断,手动时X415接通,自动时X416接通,正常工作时控制滴水阀,当发生破瓶时控制喷水阀动作.3SA旋钮为挡瓶控制选择开关,有三档位置,手动,自动,断,手动时X417接通,自动时X420接通,当滑道无盖时控制挡瓶气阀动作.4SA旋钮为滴,喷油控制选择开关,有三档位置,手动,自动,断手动时X412接通,喷油阀动作,自动时X422接通,滴油阀动作5SA旋钮为王冠盖措槽空气喷嘴控制选择开关,有三档位置,手动,自动,断,手动时X423接通,自动时X424接通,通过空气喷嘴及压盖机内受盖器上的磁铁,将瓶盖可靠地送入受盖器6SA旋钮为灌装阀电---tLJ—}_磊———...