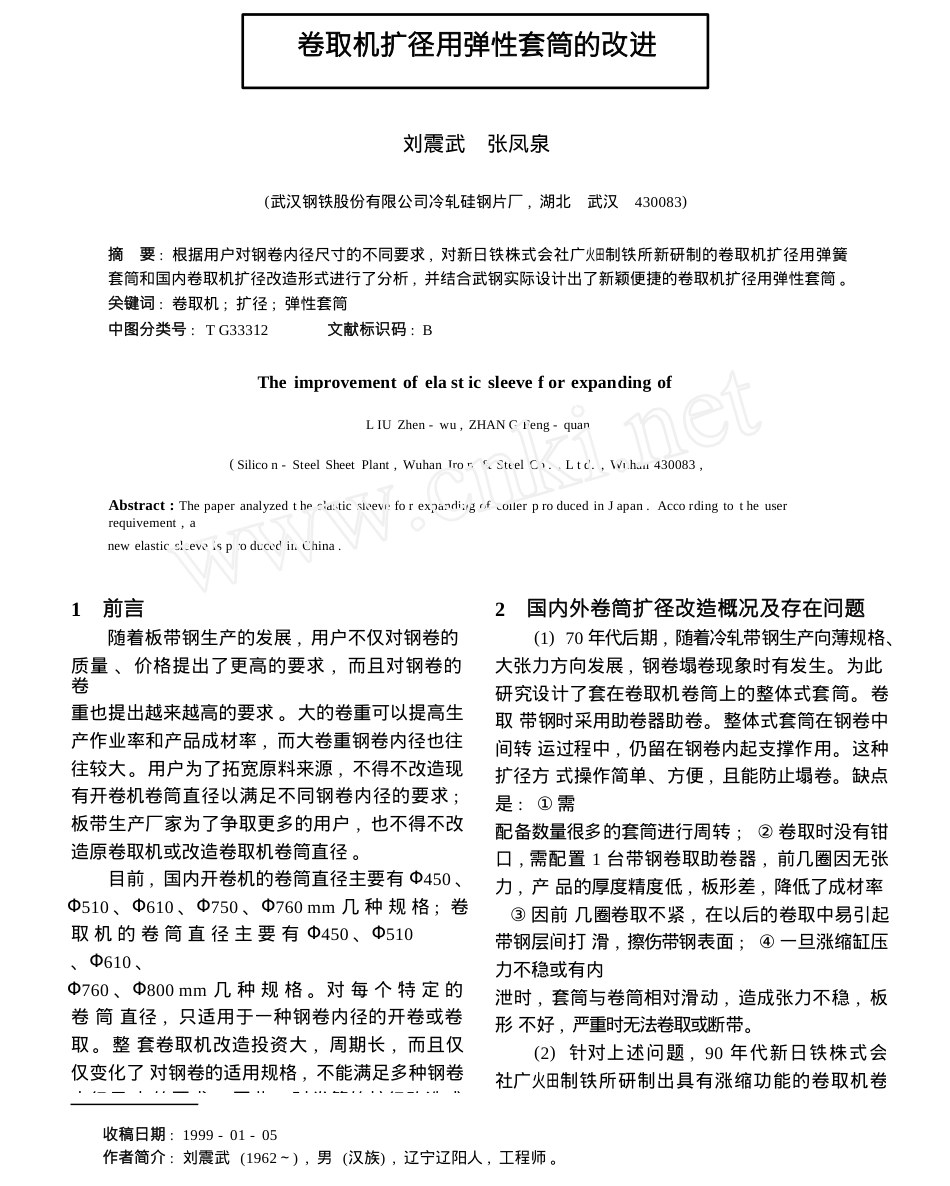
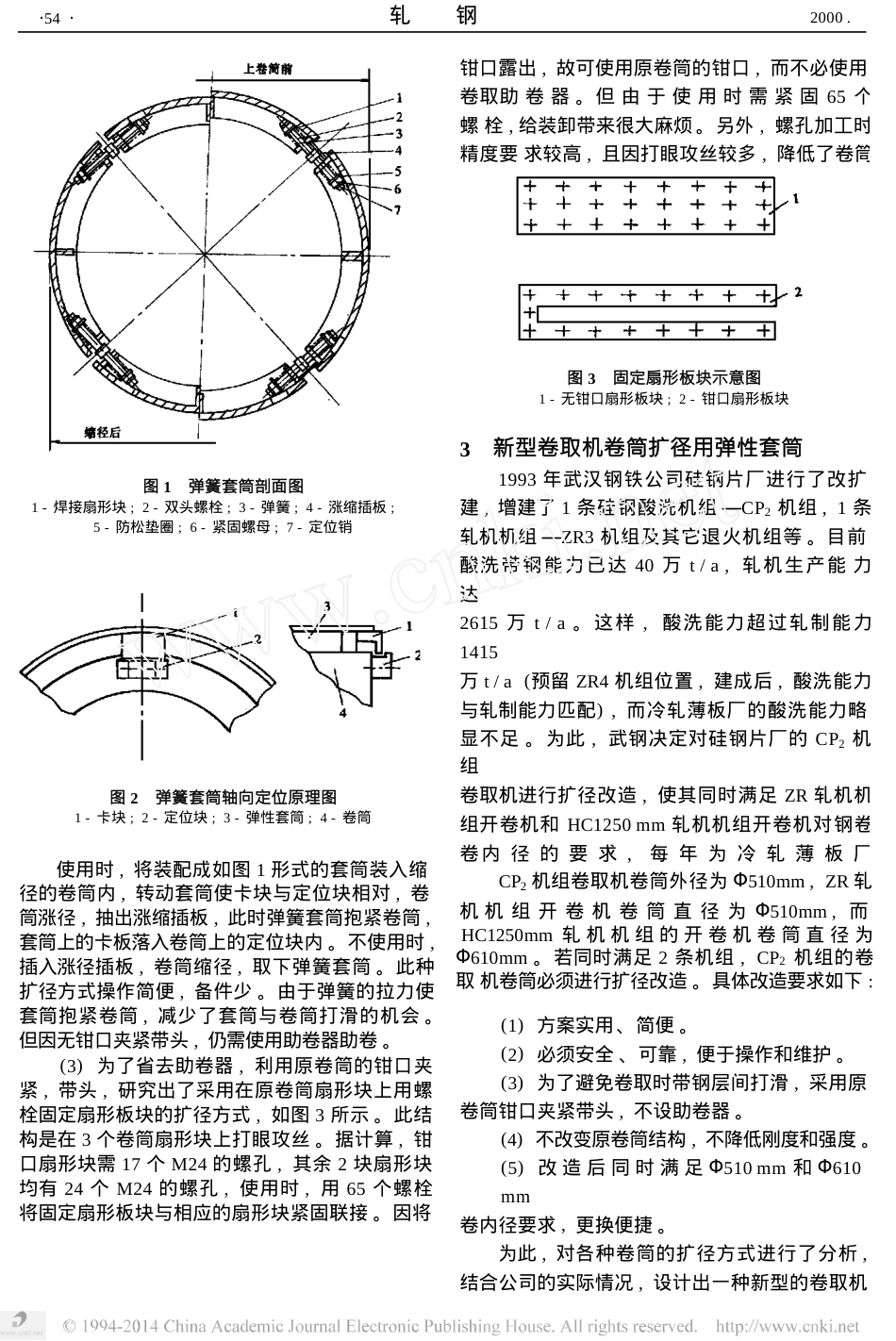
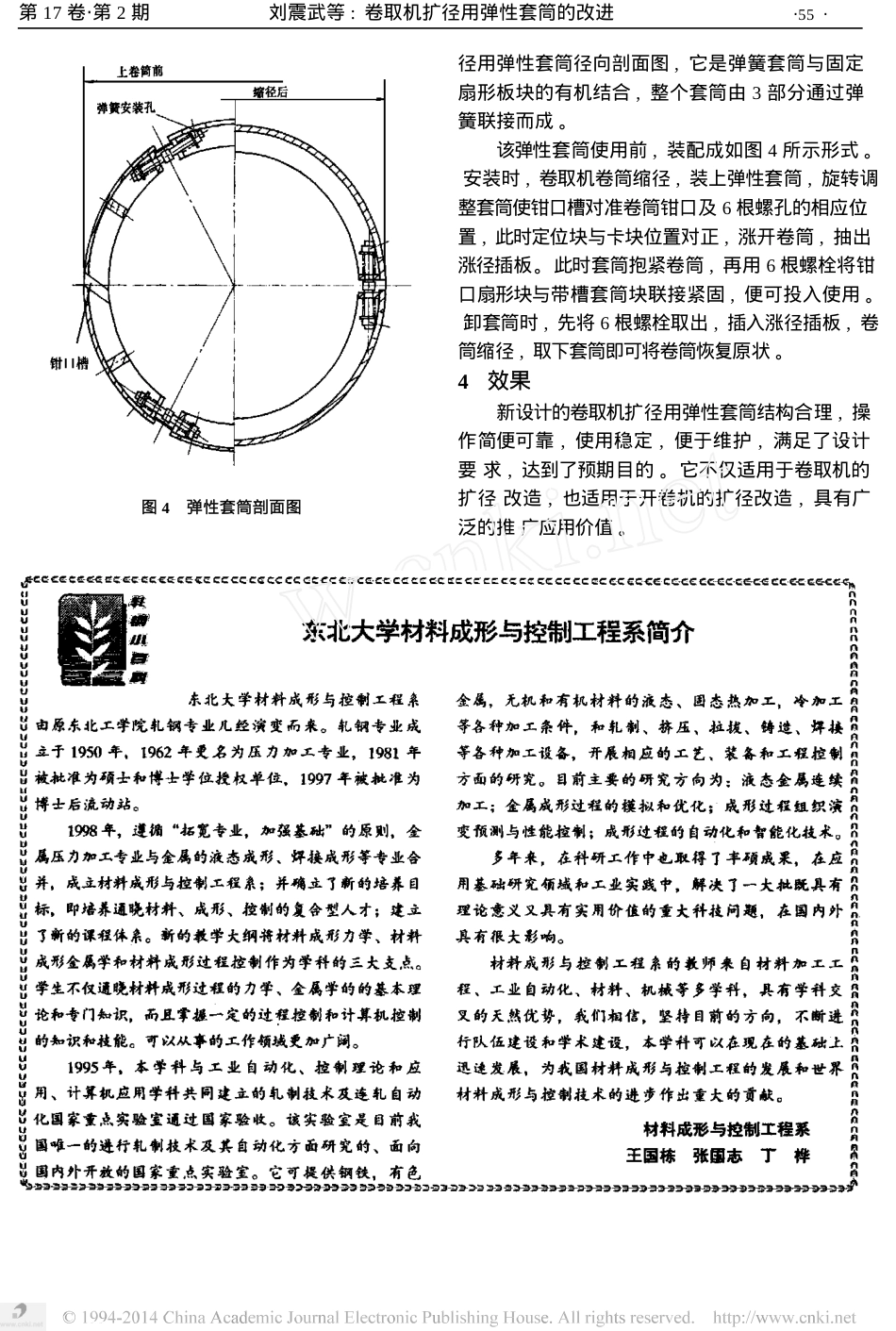
刘震武张凤泉(武汉钢铁股份有限公司冷轧硅钢片厂,湖北武汉430083)摘要:根据用户对钢卷内径尺寸的不同要求,对新日铁株式会社广火田制铁所新研制的卷取机扩径用弹簧套筒和国内卷取机扩径改造形式进行了分析,并结合武钢实际设计出了新颖便捷的卷取机扩径用弹性套筒。关键词:卷取机;扩径;弹性套筒中图分类号:TG33312文献标识码:BTheimprovementofelasticsleeveforexpandingofcoilerLIUZhen-wu,ZHANGFeng-quan(Silicon-SteelSheetPlant,WuhanIron&SteelCo.,Ltd.,Wuhan430083,China)Abstract:ThepaperanalyzedtheelasticsleeveforexpandingofcoilerproducedinJapan.Accordingtotheuserrequivement,anewelasticsleeveisproducedinChina.Keywords:coiler;expanding;elasticsleeve1前言随着板带钢生产的发展,用户不仅对钢卷的2国内外卷筒扩径改造概况及存在问题(1)70年代后期,随着冷轧带钢生产向薄规格、质量、价格提出了更高的要求,而且对钢卷的卷重也提出越来越高的要求。大的卷重可以提高生产作业率和产品成材率,而大卷重钢卷内径也往往较大。用户为了拓宽原料来源,不得不改造现有开卷机卷筒直径以满足不同钢卷内径的要求;板带生产厂家为了争取更多的用户,也不得不改造原卷取机或改造卷取机卷筒直径。目前,国内开卷机的卷筒直径主要有Φ450、Φ510、Φ610、Φ750、Φ760mm几种规格;卷取机的卷筒直径主要有Φ450、Φ510、Φ610、Φ760、Φ800mm几种规格。对每个特定的卷筒直径,只适用于一种钢卷内径的开卷或卷取。整套卷取机改造投资大,周期长,而且仅仅变化了对钢卷的适用规格,不能满足多种钢卷内径尺寸的要求。因此,对卷筒的扩径改造成大张力方向发展,钢卷塌卷现象时有发生。为此研究设计了套在卷取机卷筒上的整体式套筒。卷取带钢时采用助卷器助卷。整体式套筒在钢卷中间转运过程中,仍留在钢卷内起支撑作用。这种扩径方式操作简单、方便,且能防止塌卷。缺点是:①需配备数量很多的套筒进行周转;②卷取时没有钳口,需配置1台带钢卷取助卷器,前几圈因无张力,产品的厚度精度低,板形差,降低了成材率③因前几圈卷取不紧,在以后的卷取中易引起带钢层间打滑,擦伤带钢表面;④一旦涨缩缸压力不稳或有内泄时,套筒与卷筒相对滑动,造成张力不稳,板形不好,严重时无法卷取或断带。(2)针对上述问题,90年代新日铁株式会社广火田制铁所研制出具有涨缩功能的卷取机卷筒扩径用弹簧套筒。其涨缩原理见图1弹簧套筒收稿日期:1999-01-05作者简介:刘震武(1962~),男(汉族),辽宁辽阳人,工程师。卷取机扩径用弹性套筒的改进轧钢2000.·54·钳口露出,故可使用原卷筒的钳口,而不必使用卷取助卷器。但由于使用时需紧固65个螺栓,给装卸带来很大麻烦。另外,螺孔加工时精度要求较高,且因打眼攻丝较多,降低了卷筒强度。图3固定扇形板块示意图1-无钳口扇形板块;2-钳口扇形板块新型卷取机卷筒扩径用弹性套筒1993年武汉钢铁公司硅钢片厂进行了改扩建,增建了1条硅钢酸洗机组—CP2机组,1条轧机机组—ZR3机组及其它退火机组等。目前酸洗带钢能力已达40万t/a,轧机生产能力达2615万t/a。这样,酸洗能力超过轧制能力1415万t/a(预留ZR4机组位置,建成后,酸洗能力与轧制能力匹配),而冷轧薄板厂的酸洗能力略显不足。为此,武钢决定对硅钢片厂的CP2机组卷取机进行扩径改造,使其同时满足ZR轧机机组开卷机和HC1250mm轧机机组开卷机对钢卷卷内径的要求,每年为冷轧薄板厂HC1250mm3图1弹簧套筒剖面图1-焊接扇形块;2-双头螺栓;3-弹簧;4-涨缩插板;5-防松垫圈;6-紧固螺母;7-定位销图2弹簧套筒轴向定位原理图1-卡块;2-定位块;3-弹性套筒;4-卷筒使用时,将装配成如图1形式的套筒装入缩径的卷筒内,转动套筒使卡块与定位块相对,卷筒涨径,抽出涨缩插板,此时弹簧套筒抱紧卷筒,套筒上的卡板落入卷筒上的定位块内。不使用时,插入涨径插板,卷筒缩径,取下弹簧套筒。此种扩径方式操作简便,备件少。由于弹簧的拉力使套筒抱紧卷筒,减少了套筒与卷筒打滑的机会。但因无钳口夹紧带头,仍需使用助卷器助卷。(3)为了省去助卷器,利用原卷筒的钳口夹紧,带头,研究出了采用在原卷筒扇形块上用螺栓固定扇形板块的扩径方式,如图3所示。此结构是在3个卷筒扇形块上打眼攻丝。据计...