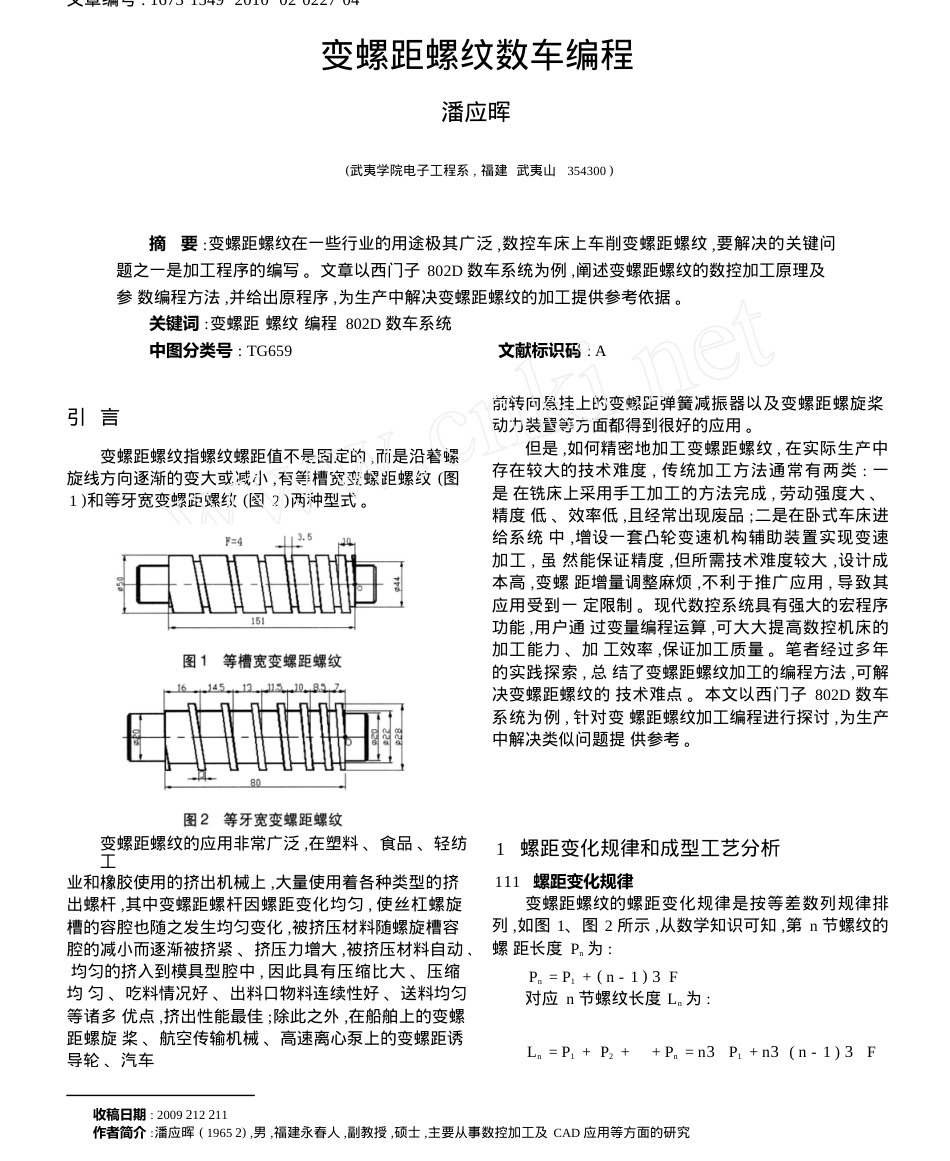
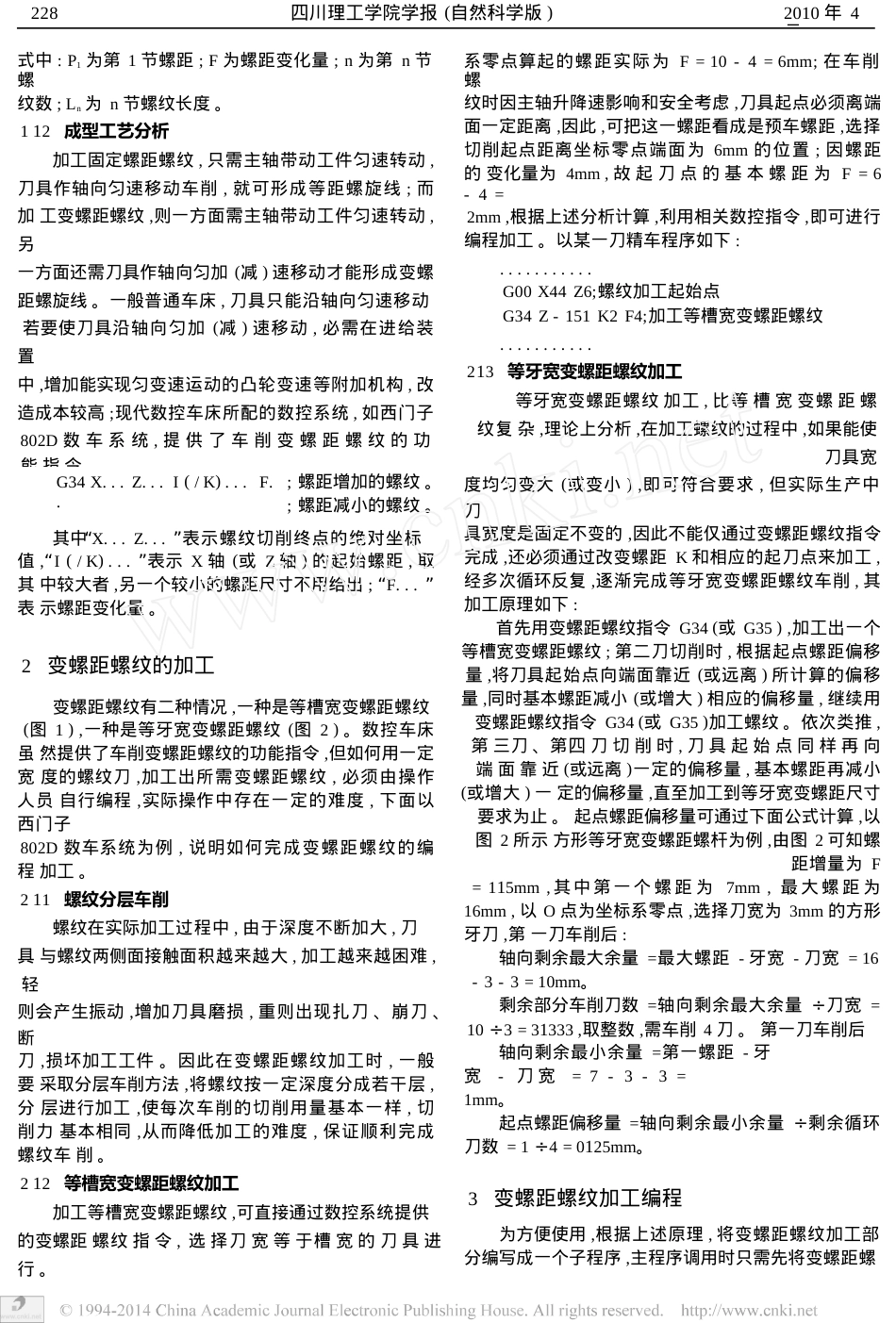
文章编号:16731549201002022704变螺距螺纹数车编程潘应晖(武夷学院电子工程系,福建武夷山354300)摘要:变螺距螺纹在一些行业的用途极其广泛,数控车床上车削变螺距螺纹,要解决的关键问题之一是加工程序的编写。文章以西门子802D数车系统为例,阐述变螺距螺纹的数控加工原理及参数编程方法,并给出原程序,为生产中解决变螺距螺纹的加工提供参考依据。关键词:变螺距螺纹编程802D数车系统中图分类号:TG659文献标识码:A前转向悬挂上的变螺距弹簧减振器以及变螺距螺旋桨动力装置等方面都得到很好的应用。但是,如何精密地加工变螺距螺纹,在实际生产中存在较大的技术难度,传统加工方法通常有两类:一是在铣床上采用手工加工的方法完成,劳动强度大、精度低、效率低,且经常出现废品;二是在卧式车床进给系统中,增设一套凸轮变速机构辅助装置实现变速加工,虽然能保证精度,但所需技术难度较大,设计成本高,变螺距增量调整麻烦,不利于推广应用,导致其应用受到一定限制。现代数控系统具有强大的宏程序功能,用户通过变量编程运算,可大大提高数控机床的加工能力、加工效率,保证加工质量。笔者经过多年的实践探索,总结了变螺距螺纹加工的编程方法,可解决变螺距螺纹的技术难点。本文以西门子802D数车系统为例,针对变螺距螺纹加工编程进行探讨,为生产中解决类似问题提供参考。引言变螺距螺纹指螺纹螺距值不是固定的,而是沿着螺旋线方向逐渐的变大或减小,有等槽宽变螺距螺纹(图1)和等牙宽变螺距螺纹(图2)两种型式。变螺距螺纹的应用非常广泛,在塑料、食品、轻纺工业和橡胶使用的挤出机械上,大量使用着各种类型的挤出螺杆,其中变螺距螺杆因螺距变化均匀,使丝杠螺旋槽的容腔也随之发生均匀变化,被挤压材料随螺旋槽容腔的减小而逐渐被挤紧、挤压力增大,被挤压材料自动、均匀的挤入到模具型腔中,因此具有压缩比大、压缩均匀、吃料情况好、出料口物料连续性好、送料均匀等诸多优点,挤出性能最佳;除此之外,在船舶上的变螺距螺旋桨、航空传输机械、高速离心泵上的变螺距诱导轮、汽车1螺距变化规律和成型工艺分析111螺距变化规律变螺距螺纹的螺距变化规律是按等差数列规律排列,如图1、图2所示,从数学知识可知,第n节螺纹的螺距长度Pn为:Pn=P1+(n-1)3F对应n节螺纹长度Ln为:+Pn=n3P1+n3(n-1)3F/2Ln=P1+P2+收稿日期:2009212211作者简介:潘应晖(19652),男,福建永春人,副教授,硕士,主要从事数控加工及CAD应用等方面的研究四川理工学院学报(自然科学版)2282010年4月式中:P1为第1节螺距;F为螺距变化量;n为第n节螺纹数;Ln为n节螺纹长度。112成型工艺分析加工固定螺距螺纹,只需主轴带动工件匀速转动,刀具作轴向匀速移动车削,就可形成等距螺旋线;而加工变螺距螺纹,则一方面需主轴带动工件匀速转动,另一方面还需刀具作轴向匀加(减)速移动才能形成变螺距螺旋线。一般普通车床,刀具只能沿轴向匀速移动若要使刀具沿轴向匀加(减)速移动,必需在进给装置中,增加能实现匀变速运动的凸轮变速等附加机构,改造成本较高;现代数控车床所配的数控系统,如西门子802D数车系统,提供了车削变螺距螺纹的功能指令系零点算起的螺距实际为F=10-4=6mm;在车削螺纹时因主轴升降速影响和安全考虑,刀具起点必须离端面一定距离,因此,可把这一螺距看成是预车螺距,选择切削起点距离坐标零点端面为6mm的位置;因螺距的变化量为4mm,故起刀点的基本螺距为F=6-4=2mm,根据上述分析计算,利用相关数控指令,即可进行编程加工。以某一刀精车程序如下:...........G00X44Z6;螺纹加工起始点G34Z-151K2F4;加工等槽宽变螺距螺纹...........213等牙宽变螺距螺纹加工等牙宽变螺距螺纹加工,比等槽宽变螺距螺纹复杂,理论上分析,在加工螺纹的过程中,如果能使刀具宽度均匀变大(或变小),即可符合要求,但实际生产中刀具宽度是固定不变的,因此不能仅通过变螺距螺纹指令完成,还必须通过改变螺距K和相应的起刀点来加工,经多次循环反复,逐渐完成等牙宽变螺距螺纹车削,其加工原理如下:首先用变螺距螺纹指令G34(或G35),加工出一个等槽宽变螺距螺纹;第二刀切削时,根据起点螺距偏移量,将刀具起始点向端面靠近(或远离)所计算的偏移量,同时基本螺距减小(或增大)相应的偏移量,继续用变螺距螺纹指令G...