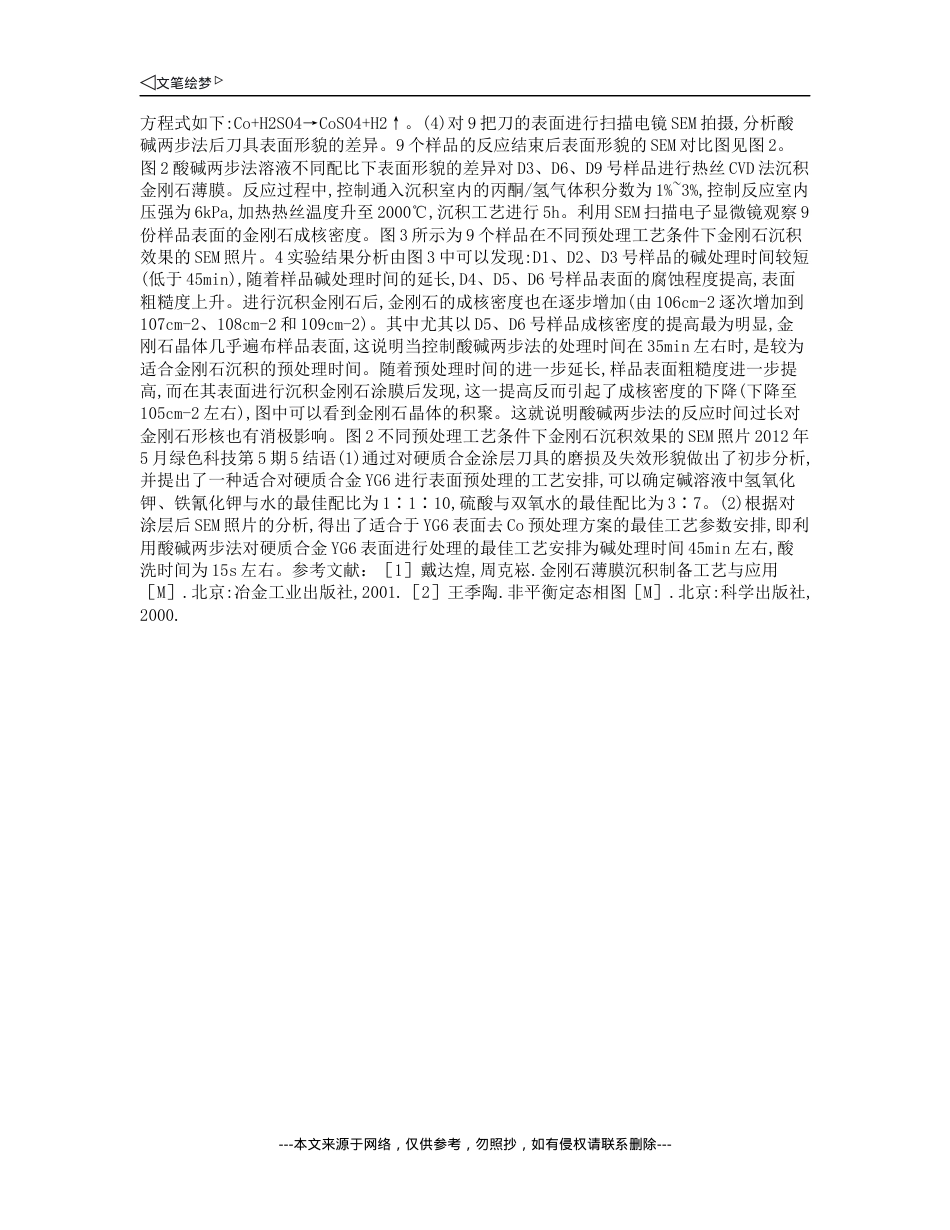
金刚石涂层刀具的磨损及表面处理对涂层质量的影响研究摘要:提出了一种对硬质合金表面进行涂层前的预处理方法,探讨了实验步骤及实验所需溶剂的配比,实验表明:经预处理的硬质合金基体与金刚石涂层之间粘结力较高。关键词:酸碱两步法;预处理;金刚石涂层;粘结力收稿日期:20120401作者简介:傅蔡安(1955—),男,上海人,教授,主要从事先进制造行业的教学与研究工作。通讯作者:丁伟(1986—),江苏人,江南大学机械工程学院硕士研究生。中图分类号:TB43文献标识码:A文章编号:16749944(2012)050272031引言金刚石涂层刀具的涂层表面光滑度和涂层粘结力的提高是涂层刀具质量改善的两大课题[1]。作为新型刀具涂层材料,金刚石涂层材料在切削时与刀具基体材料——硬质合金之间的粘结力大小是影响刀具表面涂层材料使用寿命的关键因素。热丝CVD沉积工艺制备金刚石涂层刀具时,涂层与刀体之间的粘结力的提高、涂层厚度均匀性的改善是目前进行工艺改善的主要方向,因为这两项指标直接关系着涂层刀具的切削性能及可靠性,也是金刚石涂层刀具实现产业化必须面对的重要课题。国内外学者对热丝CVD法金刚石涂层工艺进行了大量研究,对金刚石涂层各项性能的测定进行了多方面的探索,为金刚石涂层刀具的研究进展积累了丰富经验,并取得了许多可贵的技术成果。但是对有关CVD法制备金刚石涂层的耐磨性能和失效机理方面的研究,目前还处于起步阶段,且CVD法制备金刚石涂层的评价体系尚未形成,因而这方面的研究是值得进一步深入的。以硬质合金作为刀具涂层的基底材料时,硬质合金材料中钴元素的存在会对金刚石的沉积产生抑制效应,具体表现在影响金刚石的形核以及促进金刚石相向石墨相转化。进行预处理工艺时,应以提高基体材料表面激活能、增强金刚石涂膜与基体材料的粘结强度、缩小基体材料与金刚石涂膜之间的热膨胀系数、增大基体材料与碳源气体之间的有效接触为考量。因此,对硬质合金刀体表面进行预处理首先就要去除其表面的钴元素。2酸碱两步预处理法原理采用酸碱法对硬质合金基体表面的钴元素进行腐蚀处理。首先采用Murakami法(氢氧化钾与铁氰化钾混合溶液)移除硬质合金基体表面的WC,然后利用浓硫酸与双氧水的混合溶液去除基体表面的元素。元素作为硬质合金材料中的粘结剂,在热丝CVD法制备金刚石涂层工艺中对石墨的生长有促进作用,却不利于金刚石的沉积,影响涂层材料与刀具基体之间的粘结力[2]。图1所示为Co的催石墨作用示意图。图1硬质合金中粘结剂钴的催石墨作用示意3实验方法首先是碱洗,氢氧化钾和铁氰化钾是用来腐蚀硬质合金表面碳化钨的碱性溶质,配取不同浓度两种溶质的溶液三组,编号为J1、J2、J3。然后是酸洗,浓硫酸和双氧水是用来腐蚀硬质合金表面粘结剂Co的强酸,配取两者不同组分的溶液三组,编号为S1、S2、S3。表1所示为酸碱法实验中所需溶液的配比对照表。最后是酸洗,将三组刀具D1~D3、D4~D6、D7~D9分别浸入强酸溶液中浸泡15s。酸洗过程中刀具浸泡部位产生大量气泡,并释放大量热量。在碱洗完成后和酸洗完成后,需要各穿插一步超声波清洗的工艺,以完全清除硬质合金表面的溶液残留。表1酸碱法实验所需溶剂及微粉配取对照表试剂名称YG6平面铣刀碱溶液/质量比(J1/J2/J3)KOHK3[Fe(CN)6]H2O酸溶液/体积比(S1/S2/S3)H2SO4H2O2单槽超声波清洗机/时间金刚石微分/颗粒大小A55101110sW1Bφ633102320sW3C11103730sW5碱处理的目的是对硬质合金表面的WC进行腐蚀,Co不会参加与碱溶液的反应,具体化学反应方程式如下:KOH电离K++OH-,(1)K3[Fe(CN)6]电离3K++[Fe(CN)6]3-,(2)WC+OH-+[Fe(CN)6]3-→WO2-4+[Fe(CN)6]4-+CO2↑+H2O。(3)酸溶液中,硬质合金中的粘结剂Co会发生反应,具体反应---本文来源于网络,仅供参考,勿照抄,如有侵权请联系删除---方程式如下:Co+H2SO4→CoSO4+H2↑。(4)对9把刀的表面进行扫描电镜SEM拍摄,分析酸碱两步法后刀具表面形貌的差异。9个样品的反应结束后表面形貌的SEM对比图见图2。图2酸碱两步法溶液不同配比下表面形貌的差异对D3、D6、D9号样品进行热丝CVD法沉积金刚石薄膜。反应过程中,控制通入沉积室内的丙酮/氢气体积分数为1%~3%,控制反应室内压强为6kP...