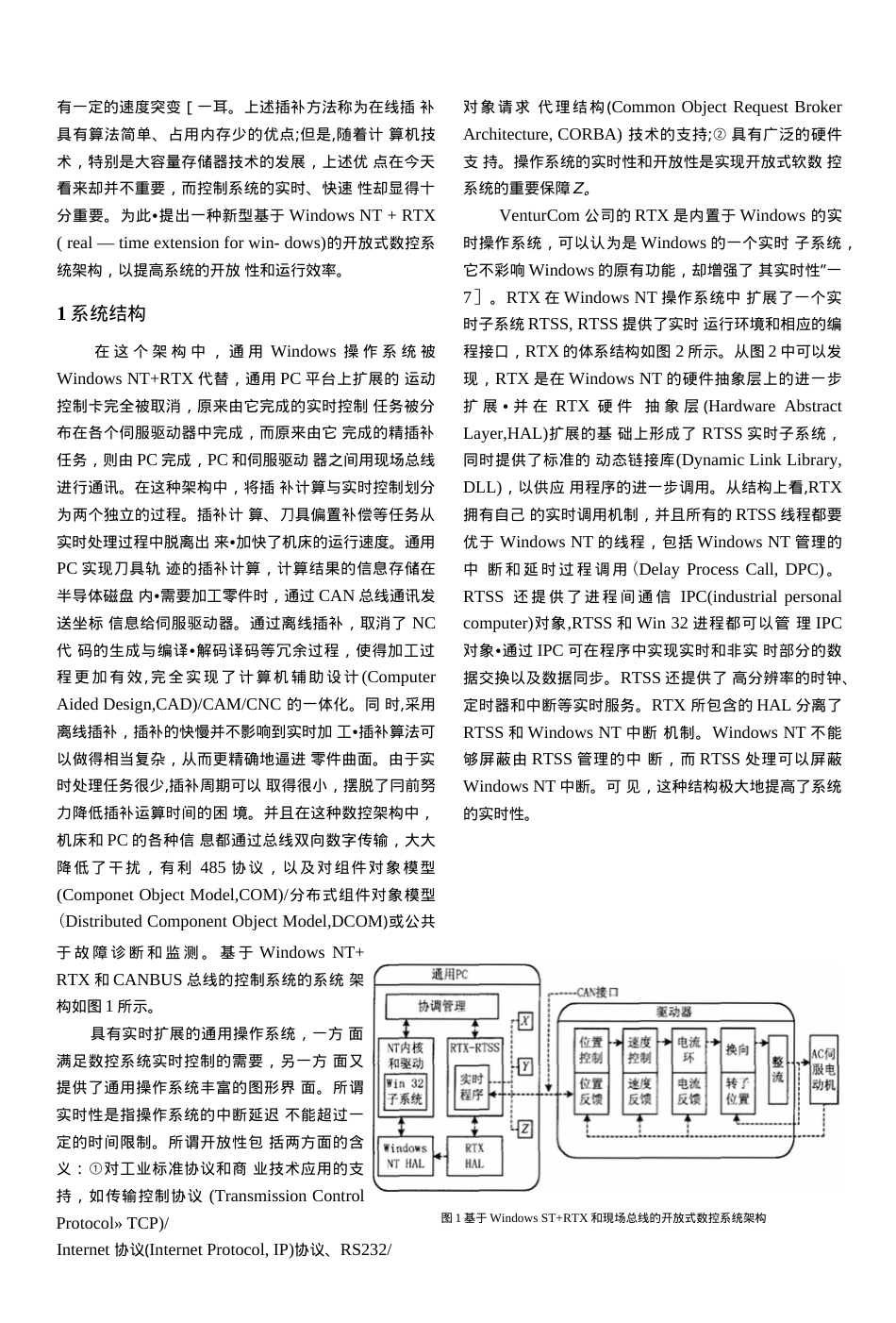
计算机集成制造系统Vol.12No.4ComputerIntegratedManufacturingSystemsApr.2006:1006-5911(2006)04-0568-05基于WindowsNT与实时扩展的开放式数控系统的研究陈宗雨,郭伟,王立峰,李从心(上海交通大学国家模具CADI程研究中心,上海2OOO3O)播要:为了提高数控系统的开放性和运行效率,提出一种基于WindowsNT及实时扩展的开放式数控系统架构及其实现方法。在该架构中,实时性弱的任务在通用PC中运行,而实时性强的运动控制任务则分布在伺服驱动器中完成。通用PC和伺服驱动器之间用现场总线进行通讯。系统软件采用模块化设计,各模块之间的通信被抽象和统一为接口,使系统软件具有良好的开放性和可扩展性。关镀词:WindowsNT与实时扩展;数控系统;开放性;现场总线:TP273文獻标识码:AResearchonopenCNCsystembasedonWindowsNTRTXCHENZong-yu9GUOWei,WANGLl-feng.LlCong-xin(NationalResearchCent,ofDieMouldCADEng.,Shanghai激aotongUniv.9Shanghai200030,China.)Abstract:ToimprovetheopennessandrunningefficiencyofComputerNumericalControl(CNC)system,anewopenCNCarchitecturebasedonWindowsNT4-RTXwasputforward・Inthisarchitecture,lowreal—timetasksraningeneralPCwhilehighreal-timetasksranindistributedservodrives*andthetwopartscommunicatedwitheachotherbyfieldbus.Thesystemsoftwarestructurewasdesignedwithmodularmethod>andeachmodulecouldcommunicatewithothersthroughtheunifiedinterfaces,whichenabledcontrolsystemtohavebetteropennessandextensibleperformances・Keywords:WindowsNT+RTX;computernumericalcontrolsystem;openness;fieldbus第12卷第4期2006年4月0引言当前,基于PC的数控系统主要是在PC平台上扩展各种总线的运动控制卡,通过运动控制卡实现数控系统的实时控制功能,而非实时性任务则在通用Windows操作系统平台下运行[叮。运动控制器是美国、欧洲和日本为争夺数控机床的世界市场而发展起来的,但这些控制器参考结构及规范基本上自成体系,尚未建立国际化的标准。现有的开放式运动控制器大都只能实现用户界面开放和控制器内核的有限开放,兼容性与互换性较差;而且,控制器的开发仍部分沿用传统数控系统的设计思路。在这种结构中,仍采用软/硬两级插补方案,粗插补(在计算机辅助制造(ComputerAidedManufacturing,CAM)中)与精插补(在计算机数控(ComputerNumericalControl,CNC)中)是两个独立的部分,其中的联接通过数控(NumericalControl,NC)代码。在CAM端首先进行编码,到达CNC端后再进行解码,存在很多冗余环节。并且由于分割得到的直线段相互独立,在每一个直线段中均存在加减速,使得进给速度不平滑。直线段在精插补的过程中不可能刚好被单位进给量分割,因而在每一程序段的终点收稿日期:2005-02-01;修订日期:2005-03-25.Received01Feb.2005jaccepted25Mar.2005.作者简介:陈宗甬(1975—).男(满族),河北承德人,上海交通大学国家模ACADI程研究中心博士研究生,主要从事数控系统及工业控制等的研究•E—Mail:C2yrain@sjtu.edu.cn0有一定的速度突变[一耳。上述插补方法称为在线插补具有算法简单、占用内存少的优点;但是,随着计算机技术,特别是大容量存储器技术的发展,上述优点在今天看来却并不重要,而控制系统的实时、快速性却显得十分重要。为此•提出一种新型基于WindowsNT+RTX(real—timeextensionforwin-dows)的开放式数控系统架构,以提高系统的开放性和运行效率。1系统结构在这个架构中,通用Windows操作系统被WindowsNT+RTX代替,通用PC平台上扩展的运动控制卡完全被取消,原来由它完成的实时控制任务被分布在各个伺服驱动器中完成,而原来由它完成的精插补任务,则由PC完成,PC和伺服驱动器之间用现场总线进行通讯。在这种架构中,将插补计算与实时控制划分为两个独立的过程。插补计算、刀具偏置补偿等任务从实时处理过程中脱离出来•加快了机床的运行速度。通用PC实现刀具轨迹的插补计算,计算结果的信息存储在半导体磁盘内•需要加工零件时,通过CAN总线通讯发送坐标信息给伺服驱动器。通过离线插补,取消...